![]() Návod k použití TC55H
Návod k použití TC55H

Představení produktu
TC55H je aktualizační verze TC55. Může ovládat 4 podávací osy, 1 analogové vřeteno. Je vybaven 16 vstupními porty a 8 výstupními porty, které podporují import filez USB flash disku.
Technické specifikace
Minimální datová jednotka 0.001 mm
Maximální velikost dat ± 99999.999 mm
Maximální rychlost: 9000 mm/min (pulz je 0.001 mm)
Maximální pulzní výstupní frekvence 150KHz
Osa 1-4 (X,Y, Z,C)
Osy X, Y, Z, C mohou provádět lineární interpolaci, X, Y mohou provádět kruhovou interpolaci.
Elektrická převodovka: čitatel :1-99999 jmenovatel: 1-99999
USB: Import programu a spouštěcího obrázku
Izolovaný I/O port
1000
99
Maximální programová řada:
Maximální program:
RAM: 128M
Externí ruční provoz: otáčení motoru ve směru a proti směru hodinových ručiček, start, pauza,
upozornit a zastavit
G kód a M kód
MPG s jedním panelem
3.5palcový barevný LCD, pixel 320*240
Analogový výstup vřetena: 1 analogové vřeteno 0-10V
Definice externího spínače
Pokud potřebujete před nákupem změnit obrázek boty, kontaktujte nás
Operace
Hlavní rozhraní
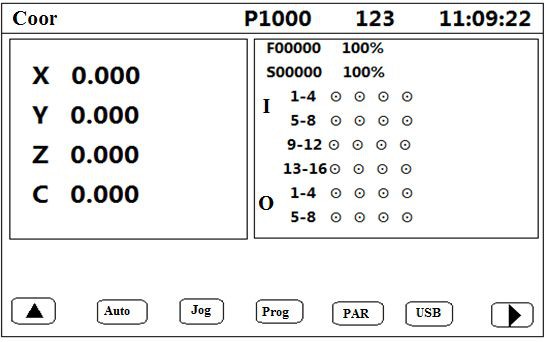
Toto je rozhraní zobrazené po spuštění bez spouštěcího obrázku. Zobrazuje souřadnice každé osy, rychlost a rychlost F, rychlost a rychlost S a také stav vstupního a výstupního portu. P1000 znamená aktuálně spuštěný program; 123 znamená metodu zadávání. Odtud se dostanete do rozhraní AUTO, JOG, PROG, PAR, USB a také hesla.
Auto

V automatickém rozhraní stiskněte start pro spuštění posledního načteného programu, stiskněte Pauza pro zastavení.
Krok
Pozitivní zobrazení znamená nepřetržitý provoz. Negativní zobrazení znamená ovládání příkazu za příkazem. Když je to záporné zobrazení, stiskněte jednou Start, bude proveden jeden řádek programu.
Upravit

- Stiskněte Enter pro vložení nového řádku.
- Dlouhým stisknutím DEL smažete řádek.
- Stisknutím←→↑↓ přesunete kurzor
- Nahoře: K první linii
- BTM: do posledního řádku
- Test: Podívejte se, zda nedošlo k nějaké chybě
- Uložit: Uložení programu
- Auto: Do automatického rozhraní.
Jog

- Stiskněte X, Y, Z a C pro výběr příslušné osy.
- S pro zvýšení rychlosti krmení, N pro snížení rychlosti krmení. (10%-150%)
- G pro zvýšení rychlosti vřetena, M pro snížení rychlosti vřetena. (10%-150%)
- Stiskněte Shift pro změnu výstupního portu, stiskněte Enter pro změnu z ON nebo OFF.
- Stiskněte ← a → pro postupné spuštění.
- Stiskněte ↑ a ↓ pro jogging, definujte vzdálenost jogu v PAR-Ctrl-Jog+Distance; definujte rychlost jogu v PAR-Speed-Jog.
Rychlost
Rychlost: Záporné zobrazení znamená manuální vysokou rychlost, pozitivní zobrazení znamená manuální nízkou rychlost. Stiskněte ← a → pro postupné spuštění.
MPG
Stiskněte MPG, poté posuňte kolečko nahoru, zvolená osa se posune kladně, pohněte kolečkem dolů, zvolená osa se posune záporně. Stisknutím X10X100 změníte kardinální číslo zobrazené v horní části obrazovky.
| Postavení | Základní číslovka |
| X1 | 0.001 mm |
| X10 | 0.01 mm |
| X100 | 0.1 mm |
BPZ
Stisknutím tohoto tlačítka na zvolené ose se vrátíte zpět do referenčního bodu nejvyšší rychlostí. Definujte nejvyšší rychlost v Parameters-Speed.
Všechny 0
Stisknutím tohoto tlačítka se vybraná osa vrátí zpět do referenčního bodu nejvyšší rychlostí. Definujte nejvyšší rychlost v Parameters-Speed. F je kombinovaná rychlost všech os.
BMZ
Návrat na nulu stroje. Vybraná osa se bude pohybovat rychlostí BMZ High Speed, aby se vrátila na nulu stroje, poté se dotkněte spínače a pohybuje se rychlostí BMZ Low Speed, nakonec se zastaví na spínači. Aby bylo možné tuto funkci použít, musí být X 0/Y 0/Z 0/C 0 nastaveno na „Zapnuto“ v Parameters-Ctrl; Nastavte BMZ High a BMZ Low v Parameters-Speed; Nastavte směr v Parametry-Ctrl-X BMZ
Dir
PAR
Ctrl
Oblast nastavení ovládacích parametrů, Dlouhým stisknutím ↑ a ↓ změníte stránku.
- X/Y/Z/C Čitatel: Elektrický převodový poměr (1-99999)
- X/Y/Z/C jmenovatel: elektrický převodový poměr (1-99999)
- X/Y/Z/C Reference: V manuálním provozu dlouze stiskněte X/Y/Z/C pro vymazání souřadnic a zobrazení této hodnoty; nebo ve stroji nula, po stisknutí spínače ukáže tuto hodnotu.
- Vůle X/Y/Z/C: Vůle pro upřesnění
- X/Y/Z/C Boot Zero: 0 znamená, že se osa po zavedení nevrátí zpět na nulu stroje; 1 znamená, že se osa po spuštění vrátí zpět na nulu stroje
- X/Y/Z/C BMZ Dir: 0 znamená, že se osa vrátí zpět na nulu stroje v záporném směru; 1 znamená, že se osa vrátí zpět na nulu stroje v kladném směru
- Rychlost+Čas (ms): čas potřebný k tomu, aby motor dosáhl rychlosti F
- Jog+Distance: v ručním provozu, přírůstek pro jogging. Jeho jednotka je závislá na elektrickém převodovém poměru.
- Jazyk: angličtina (0) nebo čínština (1)
Nastavení elektronického převodového poměru
Nastavení elektronického převodu znamená nastavit různé jednotky dat pro různé stroje. Různé osy stejného stroje lze nastavit na základě jiné jednotky. Napřample, osu A lze nastavit jako mm, osu B lze nastavit jako úhel a osu C lze nastavit jako kulatou.
Jak nastavit čitatele a jmenovatele elektronického převodového poměru:
Pulz potřebný k tomu, aby se motor otočil o jedno kolo stejným směrem
Vzdálenost posunutá, když se motor otočí o jedno kolo ve stejném směru (μm)
Čitatel i jmenovatel by měly být celé číslo mezi 1 a 99999.
Př. 1 šroubová převodovka
Krokování krokového motoru je 5000, nebo servomotoru 5000 puls/kolo, rozteč šroubů je 6 mm, redukční poměr je 1:1, pak,
5000 → 5
6*1000*1.0 → 6
Př. 2 Hřeben a pastorek
Krokování krokového motoru je 6000 nebo servomotoru 6000 pulzů/kolo, počet zubů převodu je 20, m=p/π=2, pak
6000 → 1 → 107 → 107
1000*20*2*3.14159265 → 20.943951 → 2241.00276 → 2241
Př. 3 Rotační úhel
Krokování krokového motoru je 5000, nebo servomotoru 5000 puls/kolo, redukční poměr je 1:30, pak,
5000*30 → 5
360*1000 → 12
Rychlost
- X/Y/Z/C Highest: Nejvyšší rychlost motoru osy x. Když je systém v provozu, rychlost nepřekročí toto číslo bez ohledu na to, jaké F nastavíte.
- Start (mm/min) Rychlost během Spd+Time
- Man High: Manuální vysoká rychlost
- Man Low: Manuální nízká rychlost
- BMZ High: Přejděte na nulu stroje při vysoké rychlosti.
- BMZ low: Nejprve se vraťte zpět na nulu stroje při vysoké rychlosti pomocí nulových spínačů a přejděte zpět nízkou rychlostí. Nakonec se posuvník zastaví na spínači.
- Režim BMZ: dva režimy pro návrat k nule stroje, přes spínač nebo ne. Přes spínač (0): posuvník se zastaví na spínači. Not trough switch(1): Posuvník se zastaví před spínačem.
- S High Speed: Nejvyšší rychlost vřetena
Vstup
Tato funkce umožňuje uživateli snadno nastavit různé druhy přepínačů. Definujte I/O port podle následujícího formuláře.
Externí Velký spínač je potřeba k dokončení externího ovládání. Externí spínač je připojen způsobem normálního otevření. Stiskněte R pro vypnutí na zapnuto a S pro volbu NE (normálně otevřené). Poté do prázdného pole vyberte číslo IO portu.
Poznámka: Z bezpečnostních důvodů je vstup limitu a nouzového zastavení obvykle nastaven jako NC (Normal Close).
| Funkce | Vysvětlení |
| Upozornění | Vstup upozornění |
| Zastávka | Vstup pro nouzové zastavení |
| Běh | Nastavení spínače vnějšího (externího) chodu |
| Pauza | Nastavení přepínače vnější (externí) pauzy |
| Rychlost + | Zvýšení rychlosti posuvu Nastavení přepínače |
| Rychlost- | Snížení rychlosti posuvu Nastavení přepínače |
| X Lim+ | Osa X Nastavení kladného limitu |
| X Lim- | Osa X Nastavení záporného limitu |
| X 0 | Nastavení nulového spínače osy X |
| Muž X+ | Osa X otáčení ve směru hodinových ručiček mimo ruční spínač |
| muž X- | Otáčení osy X proti směru hodinových ručiček mimo ruční spínač |
| X Boot Zero | Po spuštění externího ručního spínače se osa X vrátí zpět na nulu stroje |
| Y Lim+ | Osa Y Nastavení kladného limitu |
| Y Lim- | Osa Y Nastavení záporného limitu |
| Y 0 | Nastavení nulového spínače osy Y |
| Muž Y+ | Osa Y otáčení ve směru hodinových ručiček mimo ruční spínač |
| Muž Y- | Otáčení osy Y proti směru hodinových ručiček mimo ruční spínač |
| Y Boot Zero | Po spuštění externího ručního spínače se osa Y vrátí zpět na nulu stroje |
| Z Lim+ | Osa Z Nastavení kladného limitu |
| Z Lim- | Osa Z Nastavení záporného limitu |
| Z 0 | Nastavení nulového spínače osy Z |
| Muž Z+ | Osa Z otáčení ve směru hodinových ručiček mimo ruční spínač |
| muž Z- | Otáčení osy Z proti směru hodinových ručiček mimo ruční spínač |
| Z Boot Zero | Po spuštění externího ručního spínače se osa Z vrátí zpět na nulu stroje |
| C Lim+ | Osa C Nastavení kladného limitu |
| C Lim- | Osa C Nastavení záporného limitu |
| C 0 | Nastavení nulového spínače osy C |
| Muž C+ | Osa C otáčení ve směru hodinových ručiček mimo ruční spínač |
| muž C- | Otáčení osy C proti směru hodinových ručiček mimo ruční spínač |
| C Boot Zero | Po spuštění externího ručního spínače se osa C vrátí na nulu stroje |
Výstup
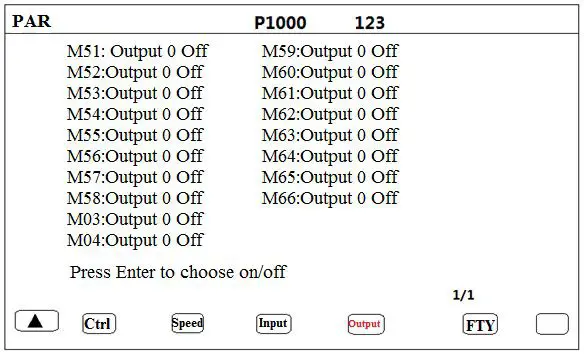
V tomto rozhraní definujete otevření a zavření 1-8 výstupních portů, které pak můžete přímo použít při programování. M03-M04 je blokování vřetena.
padesát
Vraťte se na tovární hodnotu.
Operace
- Stisknutím ←→↑↓ přesunete kurzor
- Dlouhým stisknutím ↑↓ změníte stránku
- Po změně parametrů stiskněte ESC, zde se objeví okno s dotazem, zda parametry uložit či nikoliv, stiskněte Enter a uložte, stiskněte ESC nebo Nevzdávejte se ukládání.
Prog
V tomto rozhraní můžete upravovat, číst, mazat, ukládat a vytvářet program files.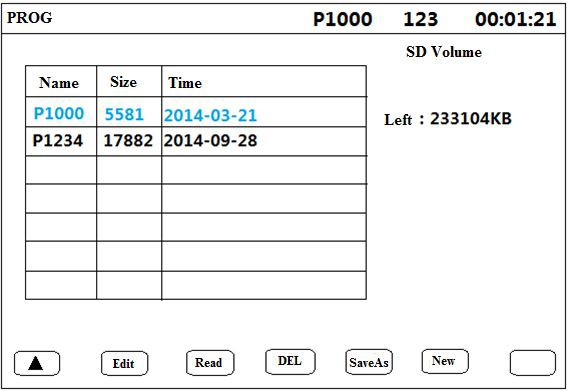
USB

- Název programu: P123.TXT nebo P1234. TXT
- Název spouštěcího obrázku: K123.bmp nebo K1234.bmp Pixel: 320*240
13811674107 jiafengqi.xtf@hotmail.com
Dokumenty / zdroje
 |
TOPCNC TC55H CNC ovladač [pdfNávod k obsluze TC55H, CNC ovladač |



