![]()
 Uživatelská příručka
Uživatelská příručka
Premium Core Alignment
Fusion Splicer
Verze V1.00
Předmluva
Děkujeme, že jste si vybrali View 8X Fusion Splicer od INNO Instrument. The View 8X využívá inovativní design produktů a vynikající výrobní technologii, aby zákazníkům poskytla bezprecedentní zkušenosti se spojováním.
Zcela nová technologie výrazně zkracuje dobu spojování a ohřevu. Pokročilá metoda odhadu a technika zarovnání zajišťuje přesný odhad ztráty spoje. Jednoduchý, ale moderní design produktu, propracovaná vnitřní struktura a spolehlivá odolnost činí svářečku vhodnou pro jakékoli provozní prostředí. Dynamické provozní rozhraní a automatický režim spojování poskytují uživatelům velké pohodlí.
Pro více informací o View 8X, navštivte naše oficiální webmísto na www.innoinstrument.com.
 Tato uživatelská příručka vysvětluje použití, výkonnostní charakteristiky a upozornění View 8X svářečka a jak jej nainstalovat a provozovat. Primárním cílem této příručky je co nejvíce seznámit uživatele se svářečkou.
Tato uživatelská příručka vysvětluje použití, výkonnostní charakteristiky a upozornění View 8X svářečka a jak jej nainstalovat a provozovat. Primárním cílem této příručky je co nejvíce seznámit uživatele se svářečkou.
![]() Důležité!
Důležité!
INNO Přístroj doporučuje všem uživatelům, aby si před uvedením do provozu přečetli tento návod View 8X fúzní svářečka.
Kapitola 1 – Technické parametry
1.1 Použitelný typ vlákna
- Metoda zarovnání: Premium Core Alignment
- SM(ITU-T G.652&T G.657) / MM(ITU-T G.651) / DS(ITU-T G.653) / NZDS (ITU-T G.655) / CS (G.654) / EDF
- Počet vláken: Jedna
- Průměr povlaku: 100μm – 3mm
- Průměr pláště: 80 až 150μm
1.2 Ztráta spoje
Stejné vlákno je spojeno a měřeno metodou cut-back odpovídající standardu ITU-T. Typické hodnoty ztráty spoje jsou:
- SM: 0.01 dB
- MM: 0.01 dB
- DS: 0.03 dB
- NZDS: 0.03 dB
- G.657:0.01dB
1.3 Režim spojování
- Doba spojení: Rychlý režim: 4 s / Průměrný režim SM: 5 s (60 mm tenký)
- Paměť spojení: 20,000 10,000 dat spojení / XNUMX XNUMX snímků spojení
- Splice programy: Max 128 režimů
1.4 Vytápění
- 5 druhů použitelného ochranného pouzdra: 20 mm – 60 mm.
- Doba ohřevu: Rychlý režim: 9 s / Průměrná: 13 s (60 mm tenký)
- Topné programy: Max 32 režimů
1.5 napájecí zdroj
- AC vstup 100-240V, DC vstup 9-19V
- Kapacita baterie: 9000 mAh / Provozní cyklus: 500 cyklů (spojování + zahřívání)
1.6 Velikost a hmotnost
- 162W x 143V x 158D (včetně pryžového nárazníku)
- Hmotnost: 2.68 kg
1.7 Podmínky prostředí
- Provozní podmínky: Nadmořská výška: 0 až 5000 m, Vlhkost: 0 až 95 %, Teplota: -10 až 50 ℃, Vítr: 15 m/s;
- Podmínky skladování: Vlhkost: 0 až 95 %, Teplota: -40 až 80 ℃;
- Testy odolnosti: Odolnost proti nárazu: 76 cm od pádu spodního povrchu, Vystavení prachu: 0.1 až 500 um průměr křemičitanu hlinitého, Odolnost proti dešti: 100 mm/h po dobu 10 minut
- Voděodolnost (IPx2)
- Odolnost proti nárazu (pád ze 76 cm)
- Odolnost proti prachu (IP5X)
1.8 Jiné
- 5.0″ barevný LCD displej, plně dotyková obrazovka
- Zvětšení 360x, 520x
- Zkouška tahem: 1.96 až 2.25 N.
1.9 Opatření pro baterie
- Nedotýkejte se baterie nebo ji nenarážejte špičatými nebo ostrými předměty.
- Udržujte baterii mimo dosah kovových materiálů a předmětů.
- Vyvarujte se házení, pádu, nárazů nebo ohýbání baterie a vyvarujte se klepání nebo šlapání.
- Nepřipojujte anodu a katodové vývody baterie k kovům, jako je elektrický drát, aby nedošlo ke zkratu.
- Ujistěte se, že anoda nebo katodový vývod baterie nepřijdou do kontaktu s hliníkovou vrstvou obalu, protože by mohlo dojít ke zkratu.
- Bateriový článek nerozebírejte.
- Baterii neponořujte do vody, protože poškození vodou způsobí nefunkčnost článku baterie.
- Neumisťujte ani nepoužívejte baterii v blízkosti zdrojů tepla, jako je oheň, a zabraňte jejímu nadměrnému zahřátí.
- Baterii nepájejte přímo a nenabíjejte ji ve velmi horkém prostředí.
- Nevkládejte baterii do mikrovlnné trouby ani do žádné vysokotlaké nádoby.
- Uchovávejte baterii mimo horká prostředí, například uvnitř auta po delší dobu nebo na přímém slunci.
- Je přísně zakázáno používat poškozenou baterii.
- V případě úniku elektrolytu udržujte baterii v dostatečné vzdálenosti od jakéhokoli zdroje ohně.
- Pokud baterie vydává zápach elektrolytu, nepoužívejte ji.
Kapitola 2 – Instalace
2.1 Bezpečnostní varování a opatření
As View 8X je určen pro fúzní spojování optických vláken z křemičitého skla, je velmi důležité, aby se svářečka nepoužívala pro žádné jiné účely. Svářečka je přesný nástroj a musí se s ním zacházet opatrně. Proto byste si měli přečíst následující bezpečnostní pravidla a všeobecná opatření v této příručce. Jakékoli akce, které nebudou následovat varování a upozornění, poruší bezpečnostní standardy návrhu, výroby a použití svářečky. INNO Instrument nepřebírá žádnou odpovědnost za následky způsobené nesprávným použitím.
Varování o provozní bezpečnosti
- Nikdy neprovozujte svářečku v hořlavém nebo výbušném prostředí.
- NEDOTÝKEJTE se elektrod, když je svářečka zapnutá.
![]() Poznámka:
Poznámka:
Používejte pouze specifikované elektrody pro svářečku. Chcete-li vyměnit elektrody, vyberte v nabídce Údržba možnost [Vyměnit elektrodu] nebo před výměnou elektrod vypněte svářečku, odpojte zdroj střídavého proudu a vyjměte baterii. Nezahajujte obloukový výboj, pokud nejsou obě elektrody správně na svém místě.
- Bez souhlasu nerozebírejte ani neupravujte žádné součásti svářečky, s výjimkou součástí nebo částí, které uživatelé mohou rozebírat nebo upravovat, jak je uvedeno v této příručce. Výměnu součástí a vnitřní nastavení by měla provádět pouze společnost INNO nebo její autorizovaní technici nebo inženýři.
- Vyvarujte se provozu svářečky v prostředích obsahujících hořlavé kapaliny nebo výpary, protože elektrický oblouk vytvořený svářečkou by mohl představovat riziko nebezpečného požáru nebo výbuchu. Nepoužívejte svářečku v blízkosti zdrojů tepla, ve vysokoteplotním a prašném prostředí nebo v případě, že se na svářečce vyskytuje kondenzace, protože to může vést k úrazu elektrickým proudem, poruše svářečky nebo ke snížení výkonu sváření.
- Při přípravě vláken a spojování je nutné nosit ochranné brýle. Úlomky vláken mohou představovat značné nebezpečí, pokud se dostanou do kontaktu s očima, pokožkou nebo při požití.
- Pokud při používání svářečky zaznamenáte některý z následujících problémů, okamžitě vyjměte baterii:
- Výpary, nepříjemné pachy, abnormální zvuky nebo nadměrné teplo.
- Liquid or foreign matter enters the splicer body (casinG).
- Svářečka je poškozená nebo spadla.
- V případě jakékoli z těchto závad se prosím neprodleně obraťte na naše servisní středisko. Pokud necháte svářečku zůstat v poškozeném stavu bez rychlé akce, může to vést k poruše zařízení, úrazu elektrickým proudem, požáru a může mít za následek zranění nebo smrt.
- K čištění svářečky nepoužívejte stlačený plyn nebo konzervovaný vzduch, protože tyto produkty mohou obsahovat hořlavé materiály, které by se mohly vznítit během elektrického výboje.
- Používejte pouze určenou standardní baterii View 8X. Použití nesprávného zdroje střídavého proudu může vést k dýmu, úrazu elektrickým proudem, poškození zařízení a potenciálně k požáru, zranění nebo smrti.
- Používejte pouze určenou nabíječku View 8X. Na napájecí kabel nepokládejte těžké předměty a zajistěte, aby byl v dostatečné vzdálenosti od zdrojů tepla. Použití nesprávné nebo poškozené šňůry může způsobit dým, úraz elektrickým proudem, poškození zařízení a může dokonce vést k požáru, zranění nebo smrti.
Opatření pro údržbu a vnější péči
- K čištění V-drážek a elektrod nepoužívejte tvrdé předměty.
- K čištění jakékoli části svářečky nepoužívejte aceton, ředidlo, benzol nebo alkohol, s výjimkou doporučených oblastí.
- K odstranění prachu a nečistot ze svářečky použijte suchý hadřík.
- Vždy dodržujte pokyny pro údržbu uvedené v tomto návodu.
Opatření pro přepravu a skladování
- Při přepravě nebo přesunu svářečky z chladného do teplého prostředí je nezbytné nechat svářečku postupně zahřát, aby se zabránilo kondenzaci uvnitř jednotky, která může mít škodlivé účinky na svářečku.
- Pro dlouhodobé skladování svářečku dobře zabalte.
- Udržujte svářečku čistou a suchou.
- Vzhledem k jeho přesnému nastavení a vyrovnání uchovávejte svářečku vždy v přepravním kufříku, abyste ji chránili před poškozením a nečistotami.
- Vždy neponechávejte svářečku na přímém slunci nebo vystavujte nadměrnému teplu.
- Neskladujte svářečku v prašném prostředí. To může mít za následek úraz elektrickým proudem, poruchu svářečky nebo špatný výkon při svařování.
- V místě uložení svářečky udržujte vlhkost na minimální úrovni. Vlhkost nesmí překročit 95 %.
2.2 Instalace
![]() Důležité!
Důležité!
Pečlivě dodržujte tyto pokyny.
Rozbalení svářečky
Držte rukojeť směrem nahoru a poté svářečku zvedněte z přenosného pouzdra.
2.3 Konecview vnějších dílů 2.4 Způsob napájení
2.4 Způsob napájení
Baterie
Následující obrázek ukazuje, jak vložit baterii.

Kapitola 3 – Základní provoz
3.1 Zapnutí svářečky
Stiskněte ![]() na ovládacím panelu, počkejte, až se svářečka zapne. Poté přejděte na stránku Workbench.
na ovládacím panelu, počkejte, až se svářečka zapne. Poté přejděte na stránku Workbench.
![]() Poznámka:
Poznámka:
LCD monitor je přesná součástka vyráběná naší továrnou pod přísnou kontrolou kvality. Na obrazovce však mohou přesto zůstat drobné tečky v různých barvách. Mezitím se jas obrazovky nemusí zdát jednotný v závislosti na typu viewúhel záběru. Všimněte si, že tyto příznaky nejsou vady, ale přírodní jevy.
3.2 Příprava vlákna
Před spojováním je třeba provést tyto 3 kroky:
- Odstraňování: Odstraňte alespoň 50 mm sekundárního povlaku (platí pro sekundární povlak těsné i volné trubky) a přibližně 30~40 mm primárního povlaku pomocí vhodného odstraňovače.
- Holá vlákna očistěte čistou gázou namočenou v alkoholu nebo hadříkem nepouštějícím vlákna.
- Odštípněte vlákno: Abyste zajistili nejlepší výsledek spojování, štěpte vlákna vysoce přesným sekáčkem, jako je nůžka na vlákna řady INNO Instrument V, a přísně kontrolujte délky štěpení zobrazené níže.
![]() Poznámka:
Poznámka:
Vždy pamatujte na to, abyste na začátku každé přípravy vlákna na oba konce vláken navlékli teplem smrštitelný návlek.
![]() Důležité!
Důležité!
Ujistěte se, že holé vlákno a jeho štěpená část jsou čisté.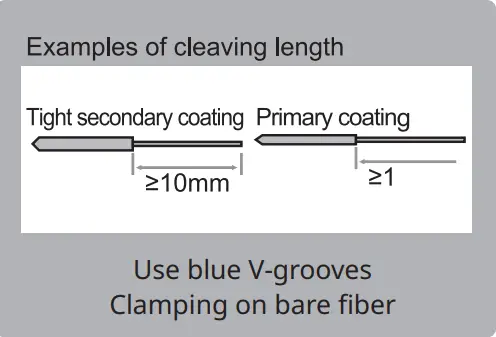
- Nepokládejte vlákna na prašnou pracovní plochu.
- Vyvarujte se mávání vláken ve vzduchu.
- Zkontrolujte, zda jsou V-drážky čisté; pokud ne, otřete je čistým vatovým tamponem namočeným v alkoholu.
- Zkontrolujte, zda třamps jsou čisté; pokud ne, otřete je čistým vatovým tamponem namočeným v alkoholu.
3.3 Jak vytvořit spoj
- Otevřete větrotěsný kryt.
- Otevřete vlákno třamps.
- Umístěte vlákna do V-drážek. Ujistěte se, že konce vláken jsou mezi okraji V-drážky a špičkou elektrody.
- Clamp vlákno v poloze uzavřením obou sad vláken třamps.
- Zavřete větrotěsný kryt.
![]() Poznámka:
Poznámka:
Ujistěte se, že se vlákna neposouvají po V-drážkách, ale umístěte je přes V-drážky a nakloňte je dolů na místo (jak je znázorněno níže).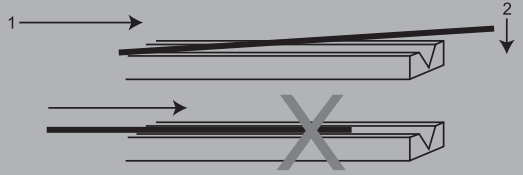
 Kontrola vláken
Kontrola vláken
Než budete pokračovat ve spojování, zkontrolujte vlákna, zda jsou čistá a dobře nastřižená. Pokud zjistíte nějaké vady, odstraňte vlákna a znovu je připravte.  Konce vláken viditelné na monitoru.
Konce vláken viditelné na monitoru. Konce vlákna mimo monitor.
Konce vlákna mimo monitor. Konce vláken nad a pod monitorem – nedetekovatelné.
Konce vláken nad a pod monitorem – nedetekovatelné.
![]() Poznámka:
Poznámka:
Po stisknutí tlačítka Set se vlákna zkontrolují automaticky. Svářečka se automaticky zaměří na vlákna a zkontroluje poškození nebo prachové částice. Spojování
Spojování
Vyberte vhodný režim spojování.
Spárování začněte stisknutím tlačítka „SET“.
![]() Poznámka:
Poznámka:
Pokud je svářečka nastavena na „Auto Start “, spojování se spustí automaticky po zavření větruodolného krytu.
3.4 Jak chránit spoj
Po spojení vložte vlákno s teplem smrštitelným návlekem do ohřívače. Stiskněte tlačítko [Heat] pro spuštění procesu ohřevu.
Postup ohřevu
- Otevřete víko ohřívače
- Otevřete levý a pravý držák vláken. Přidržte teplem smrštitelný návlek (dříve umístěný na vláknu). Zvedněte spojená vlákna a pevně je držte. Potom posuňte smršťovací manžetu ke spojovacímu bodu.
- Vložte vlákno se smršťovací manžetou do ohřívače třamp.
- Stiskněte tlačítko [Heat] pro spuštění ohřevu. Po dokončení LED indikátor ohřevu zhasne.

Kapitola 4 – Režim spojování
View 8X má řadu jednoduchých, ale velmi výkonných režimů spojování, které definují proudy oblouku, doby spojování a také různé parametry používané při provádění spoje. Je nezbytné zvolit správný režim spojování. Existuje řada „přednastavených“ režimů spojování pro běžné kombinace vláken. Proto je mnohem snazší upravit a dále optimalizovat parametry pro neobvyklejší kombinace vláken.
4.1 Zobrazení aktivního režimu svařování
Aktivní režim svařování je vždy zobrazen na levé straně obrazovky (viz níže). 4.2 Výběr režimu svařování
4.2 Výběr režimu svařování
Z hlavní nabídky vyberte [Splice mode]. Vyberte vhodný režim spojování
Vyberte vhodný režim spojování

Na obrazovce se zobrazí vybraný režim spojování. Stisknutím tlačítka [Reset] se vrátíte na úvodní stránku rozhraní.
Stisknutím tlačítka [Reset] se vrátíte na úvodní stránku rozhraní.
4.3 Obecné kroky svařování
Tato část vysvětluje kroky zahrnuté v procesu automatického spojování a popisuje, jak s tímto procesem souvisí různé parametry režimu spojování. Normální proces spojování lze rozdělit do dvou částí: předfúze a fúze.
Předfúze
Během předtavení provádí svářečka automatické vyrovnání a zaostření, kde jsou vlákna vystavena nízkému předfúznímu proudu pro účely čištění; je také pořízen snímek před fúzí. V tomto okamžiku je uživatel informován o jakýchkoli problémech rozpoznaných na snímku před fúzí, jako jsou špatně připravená vlákna. Svářečka poté zobrazí varování, než se vlákna spojí dohromady.
Fúze
Během tavení jsou vlákna spojena dohromady a vystavena pěti různým proudům, jak je znázorněno níže. Důležitým parametrem, který se při spojování mění, je vzdálenost mezi vlákny. Během předtavení jsou vlákna od sebe. S aktuální fázovou změnou se vlákna spojují postupně.
Proces spojování
Výkon oblouku a doba oblouku jsou považovány za dva nejdůležitější parametry (jak je znázorněno na obrázku níže). Název a účel těchto parametrů, stejně jako účinek a důležitost parametrů, budou popsány v další části 'Standardní parametry spojování'. Níže uvedený obrázek ukazuje podmínky výboje oblouku (vztah mezi „Výkonem oblouku“ a „Pohybem motoru“). Tyto podmínky lze upravit změnou parametrů spojování uvedených níže. V závislosti na režimu spojování však nelze některé parametry změnit. A: Předběžná pojistka
A: Předběžná pojistka
B: Výkon oblouku 1
C: Výkon oblouku 2
D: Cleaning Arc
E: Doba předběžného jištění
F: Dopředný čas související s překrýváním
G: Oblouk 1krát
H: Čas zapnutí oblouku 2
I: Čas vypnutí oblouku 2
J: Oblouk 2 čas
K: Čekací doba na kuželové spojování
L: Doba svařování kuželem
M: Rychlost svařování kuželem
N: Doba opětovného oblouku
4.4 Standardní parametry svařování
| Parametr | Popis |
| Šablona | Zobrazí se seznam režimů svařování uložených v databázi svářeček. Po výběru vhodného režimu se zvolená nastavení režimu spojování zkopírují do vybraného režimu spojování v uživatelsky programovatelné oblasti. |
| Jméno | Název pro režim spojování (až sedm znaků) |
| Poznámka | Podrobné vysvětlení pro režim spojování (až 15 znaků). Zobrazuje se v nabídce „Výběr režimu svařování“. |
| Typ zarovnání | Nastavte typ zarovnání pro vlákna. „Core“ : vyrovnání jádra vlákna |
| Úprava oblouku | Nastavte výkon oblouku podle podmínek vláken. |
| Zkouška tahem | Pokud je „Test tahem“ nastaven na „ZAPNUTO“, test tahem se provede po otevření větrotěsného krytu nebo stisknutím tlačítka SET po spojení. |
| Odhad ztráty | Odhad ztráty by měl být považován za referenční. Vzhledem k tomu, že ztráta je vypočítána na základě obrazu vlákna, může se lišit od skutečné hodnoty. Metoda odhadu je založena na jednovidovém vláknu a počítá se při vlnové délce 1.31 pm. Odhadovaná hodnota může být cennou referencí, ale nemůže být použita jako základ akceptace. |
| Minimální ztráta | Tato částka se přičte k původně vypočítané odhadované ztrátě spoje. Při spojování speciálních nebo odlišných vláken může dojít k vysoké skutečné ztrátě spoje i při optimalizovaných podmínkách oblouku. Aby odhadovaná ztráta spoje odpovídala skutečné ztrátě spoje, nastavte minimální ztrátu na hodnotu rozdílu. |
| Limit ztráty | Pokud odhadovaná ztráta spoje překročí nastavený limit ztráty, zobrazí se chybové hlášení. |
| Limit úhlu jádra | Pokud úhel ohybu dvou spojených vláken překročí zvolenou prahovou hodnotu (limit úhlu jádra), zobrazí se chybové hlášení. |
| Limit úhlu štěpení | Pokud úhel štěpení levého nebo pravého konce vlákna překročí zvolený práh (mez štěpení), zobrazí se chybové hlášení. |
| Pozice mezery | Nastavuje relativní polohu místa spojování ke středu elektrod. Ztráta spoje může být zlepšena v případě odlišného spojování vlákna posunutím [poloha mezery] směrem k vláknu, jehož MFD je větší než MFD druhého vlákna. |
| Mezera | Nastavte koncovou mezeru mezi levým a pravým vláknem v době zarovnání a předtavného výboje. |
| Překrytí | Nastavte překrývající se množství vláken u pohonů vlákentagE. Relativně malé [Překrytí] se doporučuje, pokud je [Hodnota předehřátí oblouku] nízká, zatímco relativně velké [Překrytí] se doporučuje, pokud je [Hodnota předehřátí oblouku] vysoká. |
| Doba čištění oblouku | Čistící oblouk vypálí na krátkou dobu mikroprach na povrchu vlákna obloukovým výbojem. Tímto parametrem lze změnit dobu trvání čisticího oblouku. |
| Hodnota předehřevu oblouku | Nastavte výkon oblouku před zapálením od začátku výboje oblouku do začátku pohybu vláken. Pokud je „Preheat Arc Value“ nastavena příliš nízko, může dojít k axiálnímu posunutí, pokud jsou úhly štěpení špatné. Pokud je „Hodnota předehřátí oblouku“ nastavena příliš vysoko, koncové plochy vláken jsou nadměrně srostlé a ztráta spoje se zvyšuje. |
| Doba předehřívání oblouku | Nastavte dobu oblouku před zapálením od začátku výboje oblouku do začátku pohybu vláken. Dlouhá [Preheat Arc Time] a vysoká [Preheat Arc Value] vedou ke stejným výsledkům. |
| Hodnota pojistkového oblouku | Nastavuje výkon oblouku. |
| Doba tavného oblouku | Nastavuje čas oblouku. |
Kapitola 5 – Možnost spoje
5.1 Nastavení režimu svařování
- Vyberte [Splice option] v nabídce Splice Mode.
- Vyberte parametr, který chcete změnit.

| Parametr | Popis |
| Automatické spuštění | Pokud je „Auto start“ nastaveno na ON, spojování se spustí automaticky, jakmile se zavře větrotěsný kryt. Vlákna by měla být připravena a umístěna do svářečky předem. |
| Pauza 1 | Pokud je „Pauza 1“ nastavena na ZAPNUTO, operace svařování se pozastaví, když vlákna vstoupí do polohy nastavené mezery. Během pauzy se zobrazují úhly štěpení. |
| Pauza 2 | Pokud je „Pauza 2“ nastavena na ZAPNUTO, operace svařování se po dokončení zarovnání vláken pozastaví. |
| Ignorujte chybu spoje | |
| Úhel štěpení | Nastavení na „OFF“ ignoruje chyby a pokračuje v dokončení spojování, i když se objeví uvedená chyba. |
| Úhel jádra | |
| Ztráta | |
| Tuk | |
| Tenký | |
| Obraz vlákna na obrazovce | |
| Pauza 1 | Nastavuje způsob zobrazení obrazů vláken na obrazovce během různých stagoperace spojování. |
| Zarovnat | |
| Pauza 2 | |
| Oblouk | |
| Odhad | |
| Sada mezer | |
Kapitola 6 – Režim topení
Svářečka poskytuje max. 32 režimů ohřevu, včetně 7 režimů ohřevu přednastavených INNO Instrument, které může uživatel upravovat, kopírovat a odstraňovat.
Vyberte režim ohřevu, který nejlépe odpovídá použité ochranné objímce.
Pro každý typ ochranné manžety má svářečka svůj optimální režim ohřevu. Tyto režimy lze nalézt v rozhraní režimu topení pro referenci. Můžete zkopírovat příslušný režim a vložit jej do nového vlastního režimu. Uživatelé mohou tyto parametry upravovat.
6.1 Výběr režimu topení
Vyberte [Select Heat Mode] v nabídce [Heater Mode]. Vyberte nabídku [Režim topení].
Vyberte nabídku [Režim topení].
 Vyberte režim ohřevu.
Vyberte režim ohřevu. Na obrazovce se zobrazí vybraný režim ohřevu.
Na obrazovce se zobrazí vybraný režim ohřevu.
Stisknutím tlačítka [R] se vrátíte do výchozího rozhraní.
6.2 Úprava režimu ohřevu
Parametry vytápění režimu vytápění může uživatel upravit.
 Vyberte [Edit Heat Mode] v nabídce [Heater mode].
Vyberte [Edit Heat Mode] v nabídce [Heater mode]. Vyberte parametry, které chcete upravit
Vyberte parametry, které chcete upravit
6.3 Vymazání režimu ohřevu Vyberte nabídku [Režim topení].
Vyberte nabídku [Režim topení].
Vyberte [Vymazat režim ohřevu].
Vyberte režim ohřevu, který chcete vymazat
![]() Poznámka:
Poznámka:
Šedé režimy (20 mm, 30 mm, 40 mm, 50 mm, 33 mm) jsou systémová přednastavení, která nelze smazat
Parametry režimu ohřevu
| Parametr | Popis |
| Šablona | Nastavuje typ rukávu. Zobrazí se seznam všech režimů vytápění. Vybraný režim bude zkopírován do nového režimu |
| Jméno | Název režimu vytápění. |
| Teplota ohřívače | Nastavuje teplotu ohřevu. |
| Čas ohřívače | Nastavuje dobu ohřevu. |
| Teplota předehřátí | Nastavuje teplotu předehřívání. |
Svářečka má několik funkcí pro provádění běžné údržby. Tato část popisuje, jak používat nabídku údržby.
Vyberte [Nabídka údržby].
Vyberte funkci, kterou chcete provést.
7.1 Údržba
Svářečka má vestavěnou funkci diagnostického testu, která umožňuje uživateli vyhodnotit několik kritických proměnných parametrů v jediném jednoduchém kroku. Tuto funkci proveďte v případě problémů s provozem svářečky.
Operační postup Vyberte [Maintenance] v [Maintenance Menu] Proveďte [Maintenance], poté budou provedeny následující kontroly.
Vyberte [Maintenance] v [Maintenance Menu] Proveďte [Maintenance], poté budou provedeny následující kontroly.
| Žádný. | Zkontrolujte položku | Popis |
| 1 | Kalibrace LED | Změřte a upravte jas LED. |
| 2 | Kontrola prachu | Zkontrolujte obraz kamery, zda neobsahuje prach nebo nečistoty a vyhodnoťte, zda nenarušují hodnocení vláken. Pokud je detekována kontaminace, stiskněte dvakrát tlačítko návratu pro zobrazení její polohy. |
| 3 | Upravit pozici | Automatické nastavení vlákna |
| 4 | Kalibrace motoru | Automaticky kalibruje rychlost 4 motorů. |
| 5 | Stabilizovat elektrody | Přesně měří polohu elektrod pomocí ARC výboje. |
| 6 | Kalibrace oblouku | Automaticky kalibruje účiník oblouku a polohu spojování vláken. |
7.2 Vyměňte elektrody
Protože se elektrody během procesu spojování časem opotřebovávají, je třeba pravidelně kontrolovat oxidaci na špičkách elektrod. Elektrody se doporučuje vyměnit po 4500 obloukových výbojích. Když počet obloukových výbojů dosáhne hodnoty 5500, ihned po zapnutí napájení se zobrazí zpráva s výzvou k výměně elektrod. Použití opotřebovaných elektrod bude mít za následek vyšší ztrátu spoje a sníženou pevnost spoje.
Postup výměny
Vyberte [Vyměnit elektrody] v [Menu údržby].
Na obrazovce se objeví pokyny. Poté svářečku vypněte.
Odstraňte staré elektrody.
I) Odstraňte kryty elektrod
II) Vyjměte elektrody z krytů elektrod Vyčistěte nové elektrody čistou gázou namočenou v alkoholu nebo hadříkem nepouštějícím vlákna a nainstalujte je do svářečky.
Vyčistěte nové elektrody čistou gázou namočenou v alkoholu nebo hadříkem nepouštějícím vlákna a nainstalujte je do svářečky.
I) Vložte elektrody do krytů elektrod.
II) Znovu nainstalujte kryty elektrod do svářečky a utáhněte šrouby.
Poznámka:
![]() Kryty elektrod příliš neutahujte.
Kryty elektrod příliš neutahujte.
INNO Instrument důrazně doporučuje všem uživatelům, aby po výměně elektrody provedli [Stabilizovat elektrody] a dokončili [Kalibraci oblouku], aby byly zachovány dobré výsledky a pevnost spoje (podrobnosti jsou popsány níže).
7.3 Stabilizace elektrod
Operační postup
- Vyberte možnost [Stabilizovat elektrody].
- Vložte připravená vlákna do svářečky ke spojování.
- Stiskněte tlačítko [S] a svářečka začne automaticky stabilizovat elektrody v následujících postupech:
- Opakujte výboj oblouku pětkrát, abyste změřili polohu oblouku.
- Proveďte spojování 20krát po sobě, abyste přesně stanovili polohu elektrod.
7.4 Kalibrace motoru
Motory jsou před odesláním seřízeny ve výrobním závodě, ale jejich nastavení může být nutné časem zkalibrovat. Tato funkce automaticky kalibruje motory lisu.
Operační postup
- Vyberte [Kalibrace motoru] v [Nabídka údržby].
- Vložte připravená vlákna do svářečky a stiskněte tlačítko [Set].
- Motory lisu jsou automaticky kalibrovány. Po dokončení se zobrazí zpráva o úspěchu.
![]() Poznámka:
Poznámka:
* Tuto funkci proveďte, když dojde k chybě „Fat“ nebo „Thin“ nebo pokud vyrovnání vlákna nebo zaostření trvá příliš dlouho.
7.5 Kalibrace oblouku
Operační postup
- Poté, co v nabídce údržby vyberete [Arc Calibration], zobrazí se na obrazovce obrázek [Arc Calibration].
- Nastavte připravená vlákna na svářečku, stiskněte tlačítko [Set] pro zahájení kalibrace ARC.
![]() Poznámka:
Poznámka:
* Pro kalibraci oblouku použijte standardní SM vlákno. * Ujistěte se, že vlákna jsou čistá. Prach na povrchu vlákna ovlivňuje kalibraci oblouku.
Po kalibraci oblouku se na obrazovce zobrazí 2 číselné hodnoty. Když jsou hodnoty na pravé straně 11±1, svářečka vyzve zprávu k dokončení, jinak je třeba vlákna znovu štěpit pro kalibraci oblouku až do zprávy, dokud nebude operace úspěšně dokončena.
Prostřednictvím analýzy obrazu svářečka detekuje prach a nečistoty na kamerách svářečky a čočkách, které mohou vést k nesprávné detekci vláken. Tato funkce kontroluje snímky kamery na přítomnost nečistot a vyhodnocuje, zda ovlivní kvalitu spojování.
Operační postup
- Vyberte [Kontrola prachu] v [Nabídka údržby].
- Pokud jsou ve svářečce umístěna vlákna, odstraňte je a stisknutím tlačítka [Set] spusťte kontrolu prachu.
- Pokud je během procesu kontroly prachu zjištěn prach, na obrazovce se zobrazí zpráva „Failed“. Potom očistěte čočky a [Kontrola prachu], dokud se na obrazovce nezobrazí zpráva „Dokončeno“.
Poznámka:
Pokud kontaminace přetrvává i po vyčištění čoček objektivu, obraťte se na nejbližšího prodejce.
Elektrody se doporučuje vyměnit za nové, když počet proudových oblouků překročí 5500, aby byla zajištěna kvalita spoje.
- Vstupte do [Nabídka údržby] > [Vyměnit elektrody] > [Práhy elektrody].
- Nastavte upozornění na elektrody a upozornění na elektrody.
| Parametr | Popis |
| Upozornění na elektrody | Když je počet vybití elektrody větší než nastavený počet, zobrazí se zpráva „Pozor! Vyměňte elektrody“ se zobrazí, když spustíte svářečku. Doporučuje se nastavit parametr na „4500“. |
| Varování před elektrodou | Když počet výbojů elektrody překročí nastavené číslo, zobrazí se zpráva „Varování! Vyměňte elektrody“ se zobrazí, když spustíte svářečku. Tento parametr se doporučuje nastavit na „5500“. |
Aktualizace softwaru
- Budete muset jít na View 8X produktová stránka na www.innoinstrument.com a stáhněte si aktualizovaný software file z této stránky.
- Po stažení nahrajte soubor file na USB disk.
- Poté zapojte USB disk do svářečky a nahrajte soubor files.
- Vyberte [Aktualizovat software] v rozhraní [Nastavení systému].
- Po kliknutí na [OK] svářečka automaticky zahájí proces aktualizace.
- Po dokončení upgradu se svářečka restartuje.
Kapitola 8 – Nástroje
8.1 Nastavení systému
|
Parametr |
Popis |
| Bzučák | Nastaví zvukový bzučák. |
| Jednotka teploty | Nastavuje jednotku teploty. |
| Automatické topení | Pokud je nastaveno na [Zapnuto], když je vlákno umístěno do ohřívače. Ohřívač automaticky spustí ohřev. |
| Kontrola prachu | Zkontroluje, zda se v oblasti obrazu nenachází prach. Nastaví funkci kontroly prachu, ve výchozím nastavení VYPNUTO. Je-li nastaveno na ZAPNUTO, kontrola potrubí bude provedena automaticky při zapnutí svářečky. |
| Tahový test | Nastaví test tahem, ve výchozím nastavení ZAPNUTO, pokud je nastaveno na OFF, test tahem se neprovede. |
| Bílá LED | Bílý LED vypínač. |
| Zámek hesla | Aktivuje ochranu heslem. |
| Resetovat | Obnoví tovární nastavení. |
| Aktualizace softwaru | Postup aktualizace softwaru svářečky. |
| Jazyk | Nastaví jazyk systému. |
| Možnost úspory energie | Nastaví čas [Vypnutí monitoru], čas [Vypnutí svářečky] a jas LCD. |
| Nastavit kalendář | Nastavuje systémový čas. |
| Změňte heslo | Možnost změny hesla. Výchozí heslo 0000. |
Možnost úspory energie
Pokud během používání na baterii není nastavena funkce úspory energie, počet cyklů svařování se sníží.
- Vyberte [Možnost úspory energie] v [Nastavení systému]
- Změňte časy [Monitor Shut Down] a [Splicer Shut Down]
| Parametr | Popis |
| Vypnutí monitoru | Chcete-li šetřit energii baterie, zapnutí této funkce automaticky vypne obrazovku, pokud svářečka nepoužívá nastavenou dobu. Když se obrazovka vypne, uvidíte vedle tlačítka napájení blikající světlo. Stisknutím libovolné klávesy obrazovku znovu zapnete. |
| Vypnutí svářečky | Automaticky vypne napájení svářečky, pokud zůstane neaktivní po nastavenou dobu. Tím se zabrání vybití baterie. |
8.2 Systémové informace
Po výběru [System Information] se na obrazovce zobrazí následující zprávy:
|
Parametr |
Popis |
| Sériové číslo stroje | Zobrazuje sériové číslo svářečky. |
| Verze softwaru | Zobrazuje verzi softwaru svářečky. |
| Verze FPGA | Zobrazuje verzi FPGA. |
| Celkový počet oblouků | Zobrazuje celkový počet výbojů oblouku. |
| Aktuální počet oblouků | Zobrazuje počet výbojů oblouku pro aktuální sadu elektrod. |
| Poslední údržba | Zobrazuje datum poslední údržby. |
| Datum výroby | Zobrazuje datum výroby. |
Dodatek I
Vysoká ztráta spoje: Příčina a náprava
| Příznak | Jméno | Příčina | Lék |
|
|
Axiální posunutí jádra vlákna | Ve V-drážkách a/nebo špičkách vláken je prach | Vyčistěte V-drážky a špičky vláken |
 |
Chyba úhlu jádra vlákna | Ve V-drážkách a vláknitém kladivu je prach | Vyčistěte V-drážky a vláknové kladivo |
| Špatná kvalita konce vláken | Zkontrolujte sekáček | ||
 |
Ohýbání vláknitého jádra | Špatná kvalita konce vláken | Zkontrolujte sekáček |
| Příliš nízký výkon předtavení nebo příliš krátká doba předtavení. | Zvyšte [Pre-fuse Power] a/nebo [Pre-fuse Time]. | ||
 |
Průměry pole režimu se neshodují | Výkon oblouku není dostatečný | Zvyšte [Pre-fuse Power] a/nebo [Pre-fuse Time]. |
 |
Spalování prachu | Špatná kvalita konce vláken | Zkontrolujte sekáček |
| Prach je stále přítomen po čištění vlákna nebo čištění oblouku. | Důkladně vyčistěte vlákno nebo zvyšte [Cleaning Arc Time] | ||
 |
Bubliny | Špatná kvalita konce vláken | Zkontrolujte sekáček |
| Příliš nízký výkon předtavení nebo příliš krátká doba předtavení. | Zvyšte [Pre-fuse Power] a/nebo [Pre-fuse Time]. | ||
 |
Oddělení | Vláknová náplň je příliš malá | Proveďte [Kalibrace oblouku]. |
| Příliš vysoký výkon předtavení nebo příliš dlouhá doba předtavení. | Snižte [Pre-fuse Power] a/nebo [Pre-fuse Time]. | ||
 |
Tuk | Příliš mnoho vlákniny | Snižte [Overlap] a proveďte [Arc Calibration]. |
 |
Tenký Spojovací čára |
Výkon oblouku není dostatečný | Proveďte [Kalibrace oblouku]. |
| Některé parametry oblouku nejsou dostatečné Některé parametry oblouku nejsou dostatečné |
Upravte [Pre-fuse Power], [Pre-fuse Time] nebo [Overlap] Upravte [Pre-fuse Power], [Pre-fuse Time] nebo [Overlap] |

![]() Poznámka:
Poznámka:
Při spojování různých optických vláken s různými průměry nebo vícevidových vláken se může objevit svislá čára, označovaná jako „splicing lines“. Je důležité poznamenat, že to nemá vliv na kvalitu spojování, včetně ztráty spojování a pevnosti spojování.
Příloha II
Seznam chybových zpráv
Při používání svářečky se na obrazovce může objevit chybová zpráva. Při řešení problému postupujte podle níže uvedených řešení. Pokud problém přetrvává a nelze jej vyřešit, může dojít k poruše svářečky. V takových případech je vhodné konzultovat další pomoc s vaší obchodní agenturou.
| Chybová zpráva | Příčina | Řešení |
| Chyba umístění levého vlákna | Koncová plocha vlákna je umístěna na nebo za středovou osou elektrody. | Stiskněte tlačítko „R“ a nastavte konec vlákna mezi střed elektrody a okraj V-drážky. |
| Chyba umístění pravého vlákna | ||
| Stiskněte Motor Distance Over Limit | Vlákno není správně usazeno ve V-drážce. Vlákno není umístěno v poli kamery view. | Stiskněte tlačítko „R“ a znovu umístěte vlákno. |
| Stiskněte Chyba motoru | Mohlo by dojít k poškození motoru. | Obraťte se na nejbližší technický tým INNO. |
| Hledání koncové plochy vlákna se nezdařilo | Vlákno není správně usazeno ve V-drážce. | Stiskněte tlačítko „R“ a znovu umístěte vlákno. |
| Selhání oblouku | Obloukový výboj nenastal. | Ujistěte se, že jsou elektrody ve správné poloze. Vyměňte elektrody. |
| Vyrovnejte vzdálenost motoru nad limit | Vlákno není správně usazeno ve V-drážce. | Stiskněte tlačítko „R“ a znovu umístěte vlákno. |
| Hledání vláknového pláště se nezdařilo | Vlákno není správně usazeno ve spodní části V-drážky. | Stiskněte tlačítko „R“ a znovu umístěte vlákno. |
| Fiber Clad Gap Špatná | Na povrchu vlákna je prach nebo špína | Vlákno znovu připravte (stahování, čištění a štěpení). |
| Neznámý typ vlákna | Na povrchu vlákna je prach nebo špína | Vlákno znovu připravte (stahování, čištění a štěpení). |
| Nesoulad vláken | K opětovnému spojování použijte jiný vhodný režim spojování než AUTO. | |
| Nestandardní optická vlákna | Režim AUTO spojování dokáže identifikovat pouze standardní vlákna jako SM, MM, NZ. | |
| Fiber Clad Over Limit | Vlákno se nenachází v poli fotoaparátu view. | Upravte polohu vlákna a dokončete [Kalibrace motoru] pro údržbu. |
| Zaostření Motor Home Position Erro | Svařovací svářečka je během operace spojování zasažena silou. | Proveďte [Kalibraci motoru] kvůli údržbě. Pokud problém stále nelze vyřešit, kontaktujte místní technický tým INNO. |
| Špatná mezera na konci vlákna | Příliš mnoho nastavení [Overlap] | Upravte nebo inicializujte nastavení [Překrytí]. |
| Motor není zkalibrovaný | Proveďte údržbu [Kalibrace motoru]. | |
| Motor Distance Over Limit | Vlákno není správně usazeno ve V-drážce. | Stiskněte tlačítko „R“ a znovu umístěte vlákno. |
| Na povrchu vlákna je prach nebo špína | Vlákno znovu připravte (stahování, čištění a štěpení). | |
| Na povrchu vlákna je prach nebo špína | Po vyčištění čoček a zrcátek spusťte [Kontrola prachu]. | |
| Nesoulad vláken | Vlákna na obou stranách nejsou stejná | Pokud budete ve spojování pokračovat, může to mít za následek velkou ztrátu spoje. Použijte prosím správný režim spojování odpovídající vláknům. |
| Cleave Angle Over Limit | Špatný konec vlákna | Znovu vlákno připravte (odizolování, čištění a štěpení). Zkontrolujte stav sekáčku. Pokud je nůž opotřebovaný, otočte nůž do nové polohy. |
| [Cleave Limit] je nastaven příliš nízko. | Zvyšte „Cleave Limit“ (standardní hodnota: 3.0°) | |
| Core Angle Over Limit | [Offset Limit] je nastaven příliš nízko. | Zvyšte „Core Angle Limit“ (standardní hodnota: 1.0°). |
| Prach nebo nečistoty jsou na V-drážce nebo třamp čip. | Vyčistěte V-drážku. Připravte a znovu umístěte vlákno. | |
| Zarovnání osy vlákna se nezdařilo | Axiální offset (>0.4 um) | Vlákno znovu připravte (stahování, čištění a štěpení). |
| Motor není zkalibrovaný | Proveďte údržbu [Kalibrace motoru]. | |
| Vlákno je špinavé | Na povrchu vlákna je prach nebo špína | Vlákno znovu připravte (stahování, čištění a štěpení). |
| Na čočce nebo LED je prach nebo špína | Proveďte [Dust Check]. V případě prachu nebo nečistot vyčistěte čočky nebo LED diody | |
| „Čas čištění oblouku“ je příliš krátký | Nastavte „Čas čištění oblouku“ na 180 ms | |
| Vyrovnejte obtížně lokalizovatelná vlákna jádra pomocí metody vyrovnání jádra během spojování. | Spojte vlákna, jejichž jádra je obtížné najít pomocí režimu spojování MM (zarovnání krycí vrstvy). | |
| Fat Splicing Point | Příliš mnoho nastavení [Overlap] | Upravte nebo inicializujte nastavení „Překrytí“. |
| Motor není zkalibrovaný. | Kalibrujte výkon oblouku pomocí funkce [Arc Calibration]. | |
| Tenký spojovací bod | Nedostatečný výkon oblouku | Kalibrujte výkon oblouku pomocí funkce [Arc Calibration]. |
| Předběžná pojistka nebo čas jsou nastaveny příliš vysoko | Upravte nebo inicializujte nastavení „Pre-fuse Power“ nebo „Pre-fuse Time“. | |
| Nedostatečné nastavení „Překrytí“. | Upravte nebo inicializujte nastavení [Překrytí] |
Níže jsou pro vaši referenci uvedena řešení některých běžných problémů. Pokud se vám nedaří problémy vyřešit, požádejte o pomoc přímo výrobce.
1. Po stisknutí tlačítka „ON/OFF“ se napájení nevypne.
- Stiskněte a podržte tlačítko „ON/OFF“, dokud LED nezačne blikat, uvolněte tlačítko a svářečka se vypne.
2. Problémy se svářečkou, která je schopna provést pouze několik spojů s plně nabitou baterií.
- Kapacita baterie se může časem snižovat kvůli paměťovým efektům a delšímu ukládání. K vyřešení tohoto problému se doporučuje baterii dobít poté, co ji necháte zcela vybít.
- Baterie dosáhla konce své životnosti. Nainstalujte novou baterii.
- Nepoužívejte baterii při nízké teplotě.
3. Na monitoru se zobrazí chybová zpráva.
- Viz příloha ll.
4. Vysoká ztráta spoje
- Vyčistěte V-drážky, vlákno třamps, LED diody ochrany proti větru a čočky fotoaparátu.
- Vyměňte elektrody.
- Viz příloha l.
- Ztráta spoje se liší v závislosti na úhlu štěpení, podmínkách oblouku a čistotě vlákna.
5. Monitor se náhle vypnul.
- Povolení funkce úspory energie způsobí, že svářečka po delší době nečinnosti přejde do stavu nízké spotřeby. Stisknutím libovolného tlačítka jej vypnete z pohotovostního režimu.
6. Napájení svářečky se náhle vypnulo.
- Když povolíte funkci úspory energie, svářečka vypne napájení svářečky po delší době nečinnosti.
7. Nesoulad mezi odhadovanou ztrátou spoje a skutečnou ztrátou spoje.
- Odhadovaná ztráta je vypočítaná ztráta, takže ji lze použít pouze pro informaci.
- Optické součásti svářečky může být nutné vyčistit.
8. Ochranný návlek na vlákna se nesráží úplně.
- Prodlužte dobu ohřevu.
9. Způsob zrušení procesu ohřevu.
- Stisknutím tlačítka „HEAT“ proces ohřevu zrušíte.
10. Ochranná manžeta vláken přilepená k topné desce po smrštění.
- Použijte vatový tampon nebo podobný předmět s měkkým hrotem k zatlačení a sejmutí rukávu.
11. Zapomenutá hesla.
- Kontaktujte nejbližší technický tým INNO Instrument.
12. Žádná změna výkonu oblouku po [Kalibrace oblouku].
- Vnitřní faktor je kalibrován a upraven pro zvolené nastavení výkonu oblouku. Výkon oblouku zobrazený v každém režimu svařování zůstává konstantní.
13. Zapomeňte zapojit optické vlákno během procesu údržby.
- Budete muset otevřít větrotěsný kryt a umístit připravená vlákna do V-drážky a pokračovat stisknutím tlačítka „SET“ nebo „R“.
14. Selhání aktualizace
- Když uživatelé používají k upgradu „nový“ USB disk, nemusí být svářečka schopna správně identifikovat program upgradu file; musíte resetovat jednotku USB a restartovat svářečku.
- Zkontrolujte, zda upgrade file název a formát jsou správné.
- Pokud nemůžete problémy vyřešit, kontaktujte přímo výrobce.
15. Ostatní
- Kontaktujte prosím přímo výrobce.
Konec
* Modely a specifikace produktů se mohou změnit bez předchozího upozornění.
![]()
![]() Copyright © 2024 INNO Instrument Inc.
Copyright © 2024 INNO Instrument Inc.
Všechna práva vyhrazena.
Společnost INNO Instrument Inc.
podpora@innoinstrument.com
domovská stránka
www.INNOinstrument.com
Navštivte nás na Facebooku
www.facebook.com/INNOinstrument
Dokumenty / zdroje
 |
TECH View 8X Premium Core Alignment Fusion Splicer [pdf] View 8X Premium Core Alignment Fusion Splicer, View 8X, prémiová svářečka pro zarovnání jádra, svářečka pro zarovnání jádra, svářečka pro zarovnání jádra, svářečka pro spojení |