![]() Návod k obsluze
Návod k obsluze
RI FB Inside/i
RI MOD/i CC-M40 Ethernet/IP-2P
Generál
Bezpečnost
![]() VAROVÁNÍ!
VAROVÁNÍ!
Nesprávná obsluha a chybná práce mohou způsobit vážné zranění osob a věcné škody.
Veškeré práce a funkce popsané v tomto dokumentu smí provádět pouze vyškolený odborný personál, který si přečetl a v plném rozsahu porozuměl následujícím dokumentům:
▶ tento dokument
▶ Návod k obsluze rozhraní robota „RI FB Inside/i“
▶ veškeré dokumenty týkající se systémových komponent, zejména bezpečnostní pravidla
Připojení a Indikátory na RJ 45 modul
| 1 | TX+ |
| 2 | TX |
| 3 | RX+ |
| 4 5 |
Normálně se nepoužívá; aby byla zajištěna úplnost signálu, musí být tyto piny propojeny a po průchodu filtračním obvodem musí končit na zemním vodiči (PE). |
| 6 | RX |
| 7 8 |
Normálně se nepoužívá; aby byla zajištěna úplnost signálu, musí být tyto piny propojeny a po průchodu filtračním obvodem musí končit na zemním vodiči (PE). |
| 9 | Připojení/aktivita na připojení 2 LED |
| 10 | MS LED (stav modulu) |
| 11 | Ethernetové připojení RJ-45 2 |
| 12 | Ethernetové připojení RJ-45 1 |
| 13 | Připojení/aktivita na připojení 1 LED |
| 14 | NS LED (stav sítě) |
| NS LED (stav sítě) | |
| Postavení | Význam |
| Vypnuto | Žádná dodávka objtage nebo žádná IP adresa |
| Svítí zeleně | Online, jedno nebo více spojení vytvořeno (CIP kategorie 1 nebo 3) |
| Bliká zeleně | Online, žádná spojení navázána |
| NS LED (stav sítě) | |
| Svítí červeně | Dvojitá IP adresa, závažná chyba |
| Bliká červeně | Překročení času pro jedno nebo více připojení (CIP kategorie 1 nebo 3) |
| NS LED (stav sítě) | |
| Svítí červeně | Dvojitá IP adresa, závažná chyba |
| Bliká červeně | Překročení času pro jedno nebo více připojení (CIP kategorie 1 nebo 3) |
| MS LED (stav modulu) | |
| Postavení | Význam |
| Vypnuto | Žádná dodávka objtage |
| Svítí zeleně | Řízeno skenerem ve stavu Run a pokud je povolena synchronizace CIP, čas je synchronizován s hodinami Grandmaster |
| Bliká zeleně | Není nakonfigurováno, skener je v klidovém stavu, nebo pokud je povolena synchronizace CIP, čas je synchronizován s hodinami Grandmaster |
| Svítí červeně | Závažná chyba – výjimečný stav, závažná závada atd. |
| Bliká červeně | Opravitelná chyba – modul je nakonfigurován, ale existuje rozdíl mezi uloženými parametry a použitými parametry (obrázek konfiguračního procesu, IP adresa) |
| Připojení/Aktivita LED | |
| Postavení | Význam |
| Vypnuto | Žádné spojení, žádná aktivita |
| Svítí zeleně | Připojení navázáno (100 Mbit/s) |
| Bliká zeleně | Aktivita (100 Mbit/s) |
| Svítí žlutě | Připojení navázáno (10 Mbit/s) |
| Bliká žlutě | Aktivita (10 Mbit/s) |
Připojení a indikátory na modulu M12

| (1) | TXD+ |
| (2) | RXD+ |
| (3) | TXD- |
| (4) | RXD- |
| (5) | Štít |
| (6) | MS LED (stav modulu) |
| (7) | Připojení/aktivita na přípojce M12 2 LED |
| (8) | Připojení M12 2 |
| (9) | NS LED (stav sítě) |
| (10) | Připojení/aktivita na přípojce M12 1 LED |
| (11) | Připojení M12 1 |
| NS LED (stav sítě) | |
| Postavení | Význam |
| Vypnuto | Žádná dodávka objtage nebo žádná IP adresa |
| Svítí zeleně | Online, jedno nebo více spojení vytvořeno (CIP kategorie 1 nebo 3) |
| Bliká zeleně | Online, žádná spojení navázána |
| Svítí červeně | Dvojitá IP adresa, závažná chyba |
| Bliká červeně | Překročení času pro jedno nebo více připojení (CIP kategorie 1 nebo 3) |
| MS LED (stav modulu) | |
| Postavení | Význam |
| Vypnuto | Žádná dodávka objtage |
| Svítí zeleně | Řízeno skenerem ve stavu Run a pokud je povolena synchronizace CIP, čas je synchronizován s hodinami Grandmaster |
| Bliká zeleně | Není nakonfigurováno, skener je v klidovém stavu, nebo pokud je povolena synchronizace CIP, čas je synchronizován s hodinami Grandmaster |
| Svítí červeně | Závažná chyba – výjimečný stav, závažná závada atd. |
| Bliká červeně | Opravitelná chyba – modul je nakonfigurován, ale existuje rozdíl mezi uloženými parametry a použitými parametry (obrázek konfiguračního procesu, IP adresa) |
| Připojení/Aktivita LED | |
| Postavení | Význam |
| Vypnuto | Žádné spojení, žádná aktivita |
| Svítí zeleně | Připojení navázáno (100 Mbit/s) |
| Bliká zeleně | Aktivita (100 Mbit/s) |
| Svítí žlutě | Připojení navázáno (10 Mbit/s) |
| Bliká žlutě | Aktivita (10 Mbit/s) |
Vlastnosti přenosu dat
| Vlastnosti přenosu dat | Přenosová technologie Ethernet |
| Střední Při výběru kabelů a zástrček je třeba dodržovat doporučení ODVA pro plánování a instalaci systémů EtherNet/IP. Testy EMC byly provedeny výrobcem s kabelem EC5ES8VG0030M40M40-F. |
|
| Rychlost přenosu 10 Mbit/s nebo 100 Mbit/s |
|
| Autobusové spojení RJ-45 Ethernet / M12 |
Konfigurace Parametry
V některých řídicích systémech robota může být nutné uvést zde popsané konfigurační parametry, aby sběrnicový modul mohl komunikovat s robotem.
| Parametr | Hodnota | Popis |
| Vendor ID | 0534hex (1332dez) | Fronius International GmbH |
| Typ zařízení | 000 chex (12 dez) | Komunikační adaptér |
| Kód produktu | 0301hex (769dez) | Fronius FB Inside Ethernet/IP-2-Port |
| Název produktu | Fronius-FB-Inside-EtherNetIP(TM) | |
| Typ obrázku | Instance Typ | Instance Jméno | Instance Popis | Číslo instance | Velikost [Byte] |
| Standardní obrázek | Výrobní instance | Vstupní data Standardní | Data ze zdroje energie do robota | 100 | 40 |
| Spotřebovává instance | Standard výstupních dat | Data z robota do zdroje energie | 150 | 40 | |
| Ekonomický obrázek | Výrobní instance | Vstupní data Standardní | Data ze zdroje energie do robota | 101 | 16 |
| Spotřebovává instance | Standard výstupních dat | Data z robota do zdroje energie | 151 | 16 | |
| Retrofit obrázek | Výrobní instance | Vstupní data Standardní | Data ze zdroje energie do robota | 102 | 37 |
| Spotřebovává instance | Standard výstupních dat | Data z robota do zdroje energie | 152 | 37 |
Konfigurace rozhraní robota
Funkce DIP-Switch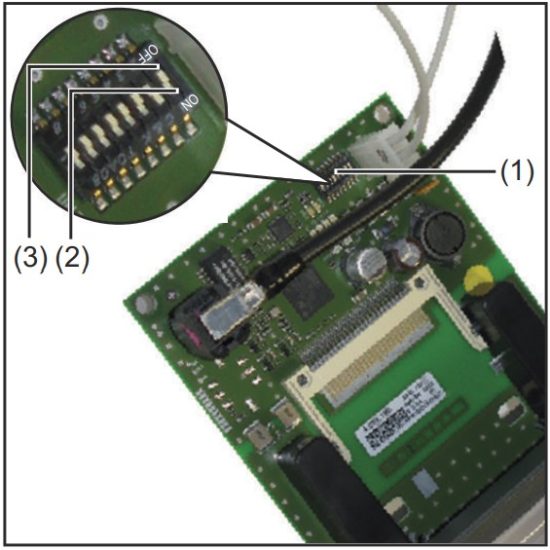
Ke konfiguraci se používá dip-switch (1) na rozhraní robota RI FB Inside/i
- šířka procesních dat
- adresu uzlu/IP adresu
Z výroby jsou všechny polohy přepínače DIP nastaveny na OFF (3).
To odpovídá binární hodnotě 0.
Pozice (2) odpovídá binární hodnotě 1.
Konfigurace procesní data šířka
| Dip spínač | Konfigurace | |||||||
| 8 | 7 | 6 | 5 | 4 | 3 | 2 | 1 | |
| VYPNUTO | VYPNUTO | – | – | – | – | – | – | Standardní obraz 320 bitů |
| VYPNUTO | ON | – | – | – | – | – | – | Ekonomický obraz 128 bit |
| ON | VYPNUTO | – | – | – | – | – | – | Retro Fit Rozsah závisí na modulu sběrnice |
| ON | ON | – | – | – | – | – | – | Nepoužito |
Šířka procesních dat definuje rozsah přeneseného objemu dat.
Záleží na druhu objemu dat, který lze přenést
- robot ovládá
- počet svařovacích strojů
- typ svařovacích strojů
- "Inteligentní revoluce"
- „Digitální revoluce“ (Retro Fit)
Nastavte adresu uzlu pomocí dip přepínače (napřample)
| Dip spínač | Uzel adresa | |||||||
| 8 | 7 | 6 | 5 | 4 | 3 | 2 | 1 | |
| – | – | VYPNUTO | VYPNUTO | VYPNUTO | VYPNUTO | VYPNUTO | ON | 1 |
| – | – | VYPNUTO | VYPNUTO | VYPNUTO | VYPNUTO | ON | VYPNUTO | 2 |
| – | – | VYPNUTO | VYPNUTO | VYPNUTO | VYPNUTO | ON | ON | 3 |
| – | – | ON | ON | ON | ON | ON | VYPNUTO | 62 |
| – | – | ON | ON | ON | ON | ON | ON | 63 |
Adresa uzlu se nastavuje polohami 1 až 6 přepínače DIP.
Konfigurace se provádí v binárním formátu. Výsledkem je rozsah konfigurace 1 až 63 v desítkovém formátu
POZNÁMKA!
Po každé změně konfigurace nastavení dip přepínačů je nutné rozhraní restartovat, aby se změny projevily.
(Restart = přerušení a obnovení napájení nebo provedení příslušné funkce na webmísto zdroje energie)
Nastavení IP adresy
Po doručení je adresa uzlu nastavena na 0 pomocí dip přepínače.
To odpovídá následujícímu nastavení IP:
- IP adresa: 0.0.0.0
- Maska podsítě: 0.0.0.0
- Výchozí brána: 0.0.0.0
IP adresu lze konfigurovat dvěma způsoby:
- Použití DIP přepínače v rozsahu definovaném 192.168.0.xx (xx = nastavení DIP přepínače = 1 až 63)
- Pokud je přepínač DIP nastaven na 0, použijte následující konfigurační nástroje:
- Pomocí webmísto svařovacího stroje
POZNÁMKA!
Pokud je IP adresa opět nastavena na vyšší než 0 pomocí dip přepínače, příslušná IP adresa bude po restartování rozhraní robota nakonfigurována na rozsah 1 až 63.
Adresa uzlu dříve nakonfigurovaná konfiguračním nástrojem se přepíše.
POZNÁMKA!
Pokud již byly konfigurace provedeny, lze konfiguraci sítě obnovit na tovární nastavení dvěma způsoby:
▶ nastavte všechny dip přepínače zpět na 0
▶ pomocí tlačítka Obnovit tovární nastavení na webmísto svařovacího stroje
The Webmísto svařovacího stroje
Svařovací stroj má vlastní webwebu, SmartManager.
Jakmile je svářečka integrována do sítě, lze SmartManager otevřít prostřednictvím IP adresy svářečky.
V závislosti na konfiguraci systému a aktualizacích softwaru může SmartManager obsahovat následující položky:
- Nadview
- Aktualizovat
- Snímek obrazovky
- Uložit a obnovit
- Funkční balíčky
- Údaje o práci
- Nadview vlastností
- RI FB UVNITŘ/i
Vyvolejte svařovací stroj SmartManager a přihlaste se
- Přednastavení / Systém/Informace ==> poznamenejte si IP adresu svářečky
- Zadejte IP adresu do vyhledávacího pole prohlížeče
- Zadejte uživatelské jméno a heslo
Tovární nastavení:
Uživatelské jméno = admin
Heslo = admin - Potvrďte zobrazenou zprávu
Zobrazí se svařovací stroj SmartManager.
Vstupní a výstupní signály
Datové typy
Používají se následující datové typy:
- UINT16 (celé číslo bez znaménka)
Celé číslo v rozsahu od 0 do 65535 - SINT16 (celé číslo se znaménkem)
Celé číslo v rozsahu od -32768 do 32767
Konverze napřamples:
- pro kladnou hodnotu (SINT16), např. požadovaná rychlost drátu x faktor 12.3 m/min x 100 = 1230 dec = 04CEhex
- pro zápornou hodnotu (SINT16) např. korekce oblouku x faktor -6.4 x 10 = -64dec = FFCOhex
Dostupnost vstupních signálů
Vstupní signály uvedené níže jsou dostupné z firmwaru V4.1.x pro všechny systémy Inside/i.
Vstupní signály (od robota ke zdroji energie)
| Adresa | Signál | Aktivita / datový typ | Rozsah | Faktor | Zpracovat obrázek | ||||
| Relativní | Absolutní | Norma | Ekonomika | ||||||
| SLOVO | BYTE | BIT | BIT | ||||||
| 0 | 0 | 0 | 0 | Začátek svařování | Rostoucí | ||||
| 1 | 1 | Robot připraven | Vysoký | ||||||
| 2 | 2 | Pracovní režim Bit 0 | Vysoký | Viz tabulka Rozsah hodnot pro pracovní režim na straně 44 | |||||
| 3 | 3 | Pracovní režim Bit 1 | Vysoký | ||||||
| 4 | 4 | Pracovní režim Bit 2 | Vysoký | ||||||
| 5 | 5 | Pracovní režim Bit 3 | Vysoký | ||||||
| 6 | 6 | Pracovní režim Bit 4 | Vysoký | ||||||
| 7 | 7 | — | |||||||
| 1 | 0 | 8 | Plyn zapnutý | Rostoucí | |||||
| 1 | 9 | Drát dopředu | Rostoucí | ||||||
| 2 | 10 | Drát dozadu | Rostoucí | ||||||
| 3 | 11 | Chyba při ukončení | Rostoucí | ||||||
| 4 | 12 | Snímání dotyku | Vysoký | ||||||
| 5 | 13 | Zhasne pochodeň | Rostoucí | ||||||
| 6 | 14 | Výběr procesní linky Bit 0 | Vysoký | Viz tabulka Rozsah hodnot Výběr procesní řady na straně 45 | |||||
| 7 | 15 | Výběr procesní linky Bit 1 | Vysoký | ||||||
| Adresa | Signál | Aktivita / data typ | Rozsah | Faktor | Zpracovat obrázek | ||||
| Relativní | Absolu- te | Norma | Ekonomika | ||||||
| SLOVO | BYTE | BIT | BIT | ||||||
| 1 | 2 | 0 | 16 | Simulace svařování | Vysoký | ||||
| 1 | 17 | Proces svařování MIG/MAG: 1) Synchro pulz zapnutý |
Vysoký | ||||||
| Proces svařování WIG: 2) TAC zapnuto | Vysoký | ||||||||
| 2 | 18 | Proces svařování WIG: 2) Tvarování čepice | Vysoký | ||||||
| 3 | 19 | — | |||||||
| 4 | 20 | — | |||||||
| 5 | 21 | Manuál posilovače | Vysoký | ||||||
| 6 | 22 | Zapnutá drátěná brzda | Vysoký | ||||||
| 7 | 23 | Torchbody Xchange | Vysoký | ||||||
| 3 | 0 | 24 | — | ||||||
| 1 | 25 | Režim učení | Vysoký | ||||||
| 2 | 26 | — | |||||||
| 3 | 27 | — | |||||||
| 4 | 28 | — | |||||||
| 5 | 29 | Start s drátovým smyslem | Rostoucí | ||||||
| 6 | 30 | Přerušení pocitu drátu | Rostoucí | ||||||
| 7 | 31 | — | |||||||
| Adresa | Signál | Aktivita / datový typ | Rozsah | Faktor | Zpracovat obrázek | ||||
| Relativní | Absolutní | Norma | Ekonomika | ||||||
| SLOVO | BYTE | BIT | BIT | ||||||
| 2 | 4 | 0 | 32 | Režim TWIN Bit 0 | Vysoký | Viz tabulka Rozsah hodnot pro režim TWIN na straně 45 | |||
| 1 | 33 | Režim TWIN Bit 1 | Vysoký | ||||||
| 2 | 34 | — | |||||||
| 3 | 35 | — | |||||||
| 4 | 36 | — | |||||||
| 5 | 37 | Režim dokumentace | Vysoký | Viz tabulka Rozsah hodnot pro režim dokumentace na straně 45 | |||||
| 6 | 38 | — | |||||||
| 7 | 39 | — | |||||||
| 5 | 0 | 40 | — | ||||||
| 1 | 41 | — | |||||||
| 2 | 42 | — | |||||||
| 3 | 43 | — | |||||||
| 4 | 44 | — | |||||||
| 5 | 45 | — | |||||||
| 6 | 46 | — | |||||||
| 7 | 47 | Zakázat procesem řízenou korekci | Vysoký | ||||||
| Adresa | Signál | Aktivita / datový typ | Rozsah | Faktor | Zpracovat obrázek | ||||
| Relativní | Absolutní | Norma | Ekonomika | ||||||
| SLOVO | BYTE | BIT | BIT | ||||||
| 3 | 6 | 0 | 48 | — | |||||
| 1 | 49 | — | |||||||
| 2 | 50 | — | |||||||
| 3 | 51 | — | |||||||
| 4 | 52 | — | |||||||
| 5 | 53 | — | |||||||
| 6 | 54 | — | |||||||
| 7 | 55 | — | |||||||
| 7 | 0 | 56 | ExtInput1 => OPT_Output 1 | Vysoký | |||||
| 1 | 57 | ExtInput2 => OPT_Output 2 | Vysoký | ||||||
| 2 | 58 | ExtInput3 => OPT_Output 3 | Vysoký | ||||||
| 3 | 59 | ExtInput4 => OPT_Output 4 | Vysoký | ||||||
| 4 | 60 | ExtInput5 => OPT_Output 5 | Vysoký | ||||||
| 5 | 61 | ExtInput6 => OPT_Output 6 | Vysoký | ||||||
| 6 | 62 | ExtInput7 => OPT_Output 7 | Vysoký | ||||||
| 7 | 63 | ExtInput8 => OPT_Output 8 | Vysoký | ||||||
| 4 | 8-9 | 0–7 | 64–79 | Svařovací charakteristika- / Číslo zakázky | UINT16 | 0 až 1000 | 1 | ||
| 5 | 10 – 11 | 0-7 | 80-95 | Proces svařování MIG/MAG: 1) Konstantní drát: Povelová hodnota rychlosti posuvu drátu |
SINT16 | -327,68 až 327,67 [m / min] |
100 | ||
| Proces svařování WIG: 2) Aktuální hodnota příkazu Main- / Hotwire |
UINT16 | 0 XNUMX až 6553,5[A] |
10 | ||||||
| Pro pracovní režim: Korekce výkonu | SINT16 | -20,00 až 20,00 [%] |
100 | ||||||
| Adresa | Signál | Aktivita / datový typ | Rozsah | Faktor | Zpracovat obrázek | ||||
| Relativní | Absolutní | Norma | Ekonomika | ||||||
| SLOVO | BYTE | BIT | BIT | ||||||
| 6 | 12–13 | 0-7 | 96-111 | Proces svařování MIG/MAG: 1) Korekce délky oblouku |
SINT16 | -10,0 až 10,0 [Schritte] |
10 | ||
| Proces svařování Standardní manuál MIG/MAG: Welding voltage |
UINT16 | 0,0 XNUMX až 6553,5 [V] |
10 | ||||||
| Proces svařování WIG: 2) Povelová hodnota rychlosti posuvu drátu |
SINT16 | -327,68 až 327,67 [m / min] |
100 | ||||||
| Pro pracovní režim: Korekce délky oblouku |
SINT16 | -10,0 až 10,0 [Schritte] |
10 | ||||||
| Proces svařování Constant Wire: Hotwire proud |
UINT16 | 0,0 XNUMX až 6553,5[A] |
10 | ||||||
| 7 | 14–15 | 0-7 | 112-127 | Proces svařování MIG/MAG: 1) Pulzní/dynamická korekce |
SINT16 | -10,0 až 10,0 [kroky] |
10 | ||
| Proces svařování Standardní manuál MIG/MAG: Dynamický |
UINT16 | 0,0 XNUMX až 10,0 [kroky] |
10 | ||||||
| Proces svařování WIG: 2) Korekce drátu | SINT16 | -10,0 až 10,0 [kroky] |
10 | ||||||
| 8 | 16–17 | 0-7 | 128-143 | Proces svařování MIG/MAG: 1) Korekce zatažení drátu |
UINT16 | 0,0 XNUMX až 10,0 [kroky] |
10 | ||
| Proces svařování WIG: 2) Zatahovací konec drátu |
UINT16 | VYPNUTO, 1 až 50 [Mm] |
1 | ||||||
| 9 | 18-19 | 0-7 | 144-159 | Rychlost svařování | UINT16 | 0,0 XNUMX až 1000,0 [cm/min] |
10 | ||
| Adresa | Signál | Aktivita / datový typ | Rozsah | Faktor | Zpracovat obrázek | ||||
| Relativní | Absolutní | Norma | Ekonomika | ||||||
| SLOVO | BYTE | BIT | BIT | ||||||
| 10 | 20 – 21 | 0-7 | 160-175 | Procesem řízená korekce | Viz tabulka Rozsah hodnot pro procesně řízenou korekci na straně 45 | ||||
| 11 | 22–23 | 0-7 | 176-191 | Proces svařování WIG: 2) Začátek polohování drátu |
|||||
| 12 | 24–25 | 0-7 | 192-207 | — | |||||
| 13 | 26–27 | 0-7 | 208-223 | — | |||||
| 14 | 28–29 | 0-7 | 224-239 | — | |||||
| 15 | 30–31 | 0-7 | 240-255 | Délka drátu vpřed / vzad | UINT16 | OFF / 1 až 65535 [mm] | 1 | ||
| 16 | 32–33 | 0-7 | 256-271 | Detekce hran pomocí drátového snímače | UINT16 | VYP / 0,5 do 20,0 [mm] |
10 | ||
| 17 | 34–35 | 0-7 | 272-287 | — | |||||
| 18 | 36–37 | 0-7 | 288-303 | — | |||||
| 19 | 38–39 | 0-7 | 304-319 | Číslo švu | UINT16 | 0 až 65535 | 1 | ||
- MIG/MAG Puls-Synergic, MIG/MAG Standard-Synergic, MIG/MAG Standard-Manuel, MIG/MAG PMC, MIG/MAG, LSC
- WIG coldwire, WIG hotwire
Rozsah hodnot pro pracovní režim
| Bit 4 | Bit 3 | Bit 2 | Bit 1 | Bit 0 | Popis |
| 0 | 0 | 0 | 0 | 0 | Volba interních parametrů |
| 0 | 0 | 0 | 0 | 1 | Speciální charakteristiky 2-krokového režimu |
| 0 | 0 | 0 | 1 | 0 | Režim práce |
| 0 | 1 | 0 | 0 | 0 | Charakteristika 2-krokového režimu |
| 0 | 1 | 0 | 0 | 1 | 2-krokový standardní manuál MIG/MAG |
| 1 | 0 | 0 | 0 | 0 | Klidový režim |
| 1 | 0 | 0 | 0 | 1 | Zastavte čerpadlo chladicí kapaliny |
| 1 | 1 | 0 | 0 | 1 | R/L-měření |
Rozsah hodnot pro provozní režim
Rozsah hodnot Výběr procesní linie
| Bit 1 | Bit 0 | Popis |
| 0 | 0 | Procesní řádek 1 (výchozí) |
| 0 | 1 | Procesní řádek 2 |
| 1 | 0 | Procesní řádek 3 |
| 1 | 1 | Rezervováno |
Rozsah hodnot pro výběr procesní linky
Rozsah hodnot pro režim TWIN
| Bit 1 | Bit 0 | Popis |
| 0 | 0 | TWIN Single režim |
| 0 | 1 | Režim TWIN Lead |
| 1 | 0 | Režim TWIN Trail |
| 1 | 1 | Rezervováno |
Rozsah hodnot pro režim TWIN
Rozsah hodnot pro režim dokumentace
| Bit 0 | Popis |
| 0 | Číslo švu svářečky (vnitřní) |
| 1 | Číslo švu robota (Word 19) |
Rozsah hodnot pro režim dokumentace
Rozsah hodnot pro procesně řízenou korekci
| Proces | Signál | Aktivita / data typ | Rozsah konfigurace rozsahu hodnot | Jednotka | Faktor |
| PMC | Stabilizátor délky oblouku | SINT16 | -327.8 až +327.7 0.0 až +5.0 |
Voltů | 10 |
Rozsah hodnot pro korekci závislou na procesu
Dostupnost výstupních signálů
Níže uvedené výstupní signály jsou dostupné z firmwaru V4.1.x pro všechny systémy Inside/i.
Výstupní signály (ze zdroje energie k robotovi)
| Adresa | Signál | Aktivita / datový typ | Rozsah | Faktor | Zpracovat obrázek | ||||
| relativní | absolutní | Norma | Ekonomika | ||||||
| SLOVO | BYTE | BIT | BIT | ||||||
| 0 | 0 | 0 | 0 | Heartbeat Powersource | Vysoká/Nízká | 1 Hz | |||
| 1 | 1 | Zdroj napájení připraven | Vysoký | ||||||
| 2 | 2 | Varování | Vysoký | ||||||
| 3 | 3 | Proces aktivní | Vysoký | ||||||
| 4 | 4 | Průtok proudu | Vysoký | ||||||
| 5 | 5 | Stabilní / dotykový signál oblouku | Vysoký | ||||||
| 6 | 6 | Hlavní proudový signál | Vysoký | ||||||
| 7 | 7 | Dotykový signál | Vysoký | ||||||
| 1 | 0 | 8 | Collisionbox aktivní | Vysoký | 0 = kolize nebo přetržení kabelu | ||||
| 1 | 9 | Uvolnění pohybu robota | Vysoký | ||||||
| 2 | 10 | Drátěný obrobek | Vysoký | ||||||
| 3 | 11 | — | |||||||
| 4 | 12 | Zkratovací kontaktní hrot | Vysoký | ||||||
| 5 | 13 | Volba parametrů interně | Vysoký | ||||||
| 6 | 14 | Charakteristické číslo platné | Vysoký | ||||||
| 7 | 15 | Tělo pochodně sevřelo | Vysoký | ||||||
| Adresa | Signál | Aktivita / datový typ | Rozsah | Faktor | Zpracovat obrázek | ||||
| relativní | absolutní | Norma | Ekonomika | ||||||
| SLOVO | BYTE | BIT | BIT | ||||||
| 1 | 2 | 0 | 16 | Hodnota příkazu je mimo rozsah | Vysoký | ||||
| 1 | 17 | Korekce mimo rozsah | Vysoký | ||||||
| 2 | 18 | — | |||||||
| 3 | 19 | Limitní signál | Vysoký | ||||||
| 4 | 20 | — | |||||||
| 5 | 21 | — | |||||||
| 6 | 22 | Stav hlavního napájení | Nízký | ||||||
| 7 | 23 | — | |||||||
| 3 | 0 | 24 | Stav senzoru 1 | Vysoký | Viz tabulka Přiřazení stavů senzoru 1–4 na straně 49 | ||||
| 1 | 25 | Stav senzoru 2 | Vysoký | ||||||
| 2 | 26 | Stav senzoru 3 | Vysoký | ||||||
| 3 | 27 | Stav senzoru 4 | Vysoký | ||||||
| 4 | 28 | — | |||||||
| 5 | 29 | — | |||||||
| 6 | 30 | — | |||||||
| 7 | 31 | — | |||||||
| 2 | 4 | 0 | 32 | — | |||||
| 1 | 33 | — | |||||||
| 2 | 34 | — | |||||||
| 3 | 35 | Bezpečnostní stav Bit 0 | Vysoký | Viz tabulka Rozsah hodnot Bezpečnostní stav na straně 50 | |||||
| 4 | 36 | Bezpečnostní stav Bit 1 | Vysoký | ||||||
| 5 | 37 | — | |||||||
| 6 | 38 | Oznámení | Vysoký | ||||||
| 7 | 39 | Systém není připraven | Vysoký | ||||||
| 5 | 0 | 40 | — | ||||||
| 1 | 41 | — | |||||||
| 2 | 42 | — | |||||||
| 3 | 43 | — | |||||||
| 4 | 44 | — | |||||||
| 5 | 45 | — | |||||||
| 6 | 46 | — | |||||||
| 7 | 47 | — | |||||||
| Adresa | Signál | Aktivita / datový typ | Rozsah | Faktor | Zpracovat obrázek | ||||
| relativní | absolutní | Norma | Ekonomika | ||||||
| SLOVO | BYTE | BIT | BIT | ||||||
| 3 | 6 | 0 | 48 | Procesní bit 0 | Vysoký | Viz tabulka Rozsah hodnot pro procesní bit na straně 50 | |||
| 1 | 49 | Procesní bit 1 | Vysoký | ||||||
| 2 | 50 | Procesní bit 2 | Vysoký | ||||||
| 3 | 51 | Procesní bit 3 | Vysoký | ||||||
| 4 | 52 | Procesní bit 4 | Vysoký | ||||||
| 5 | 53 | — | |||||||
| 6 | 54 | Dotyková signální plynová tryska | Vysoký | ||||||
| 7 | 55 | Synchronizace TWIN aktivní | Vysoký | ||||||
| 7 | 0 | 56 | ExtOutput1 <= OPT_In-put1 | Vysoký | |||||
| 1 | 57 | ExtOutput2 <= OPT_In-put2 | Vysoký | ||||||
| 2 | 58 | ExtOutput3 <= OPT_In-put3 | Vysoký | ||||||
| 3 | 59 | ExtOutput4 <= OPT_In-put4 | Vysoký | ||||||
| 4 | 60 | ExtOutput5 <= OPT_In-put5 | Vysoký | ||||||
| 5 | 61 | ExtOutput6 <= OPT_In-put6 | Vysoký | ||||||
| 6 | 62 | ExtOutput7 <= OPT_In-put7 | Vysoký | ||||||
| 7 | 63 | ExtOutput8 <= OPT_In-put8 | Vysoký | ||||||
| 4 | 8-9 | 0-7 | 64-79 | Welding voltage | UINT16 | 0.0 XNUMX až 655.35 [V] |
100 | ||
| 5 | 10–11 | 0-7 | 80-95 | Svařovací proud | UINT16 | 0.0 až 6553.5 [A] | 10 | ||
| 6 | 12–13 | 0-7 | 96-111 | Rychlost podávání drátu | SINT16 | -327.68 až 327.67 [m/ min] |
100 | ||
| 7 | 14–15 | 0-7 | 112-127 | Skutečná skutečná hodnota pro sledování švů | UINT16 | 0 až 6.5535 | 10000 | ||
| 8 | 16–17 | 0-7 | 128-143 | Číslo chyby | UINT16 | 0 až 65535 | 1 | ||
| 9 | 18–19 | 0-7 | 144-159 | Varovné číslo | UINT16 | 0 až 65535 | 1 | ||
| Adresa | Signál | Aktivita / data typ | Rozsah | Faktor | Zpracovat obrázek | ||||
| relativní | absolutní | Norma | Ekonomika | ||||||
| SLOVO | BYTE | BIT | BIT | ||||||
| 10 | 20–21 | 0-7 | 160-175 | Proud motoru M1 | SINT16 | -327.68 až 327.67[A] |
100 | ||
| 11 | 22–23 | 0-7 | 176-191 | Proud motoru M2 | SINT16 | -327.68 až 327.67[A] |
100 | ||
| 12 | 24–25 | 0-7 | 192-207 | Proud motoru M3 | SINT16 | -327.68 až 327.67[A] |
100 | ||
| 13 | 26–27 | 0-7 | 208-223 | — | |||||
| 14 | 28–29 | 0-7 | 224-239 | — | |||||
| 15 | 30–31 | 0-7 | 240-255 | — | |||||
| 16 | 32–33 | 0-7 | 256-271 | Pozice drátu | SINT16 | -327.68 až 327.67 [Mm] |
100 | ||
| 17 | 34–35 | 0-7 | 272-287 | — | |||||
| 18 | 36–37 | 0-7 | 288-303 | — | |||||
| 19 | 38–39 | 0-7 | 304-319 | — | |||||
Přiřazení stavů senzoru 1–4
| Signál | Popis |
| Stav senzoru 1 | Konec vodiče OPT/i WF R (4,100,869 XNUMX XNUMX) |
| Stav senzoru 2 | Drátěný buben OPT/i WF R (4,100,879 XNUMX XNUMX) |
| Stav senzoru 3 | OPT/i WF R prstencový senzor (4,100,878 XNUMX XNUMX) |
| Stav senzoru 4 | Wire buffer set CMT TPS/i (4,001,763) |
Přiřazení stavů senzorů
Rozsah hodnot Bezpečnostní stav
| Bit 1 | Bit 0 | Popis |
| 0 | 0 | Rezervovat |
| 0 | 1 | Držet |
| 1 | 0 | Zastávka |
| 1 | 1 | Není nainstalováno / aktivní |
Rozsah hodnot Bezpečnostní stav
Rozsah hodnot pro procesní bit
| Bit 4 | Bit 3 | Bit 2 | Bit 1 | Bit 0 | Popis |
| 0 | 0 | 0 | 0 | 0 | Žádný vnitřní výběr parametrů nebo proces |
| 0 | 0 | 0 | 0 | 1 | Synergický pulz MIG/MAG |
| 0 | 0 | 0 | 1 | 0 | Synergický standard MIG/MAG |
| 0 | 0 | 0 | 1 | 1 | MIG/MAG PMC |
| 0 | 0 | 1 | 0 | 0 | MIG/MAG LSC |
| 0 | 0 | 1 | 0 | 1 | Standardní manuál MIG/MAG |
| 0 | 0 | 1 | 1 | 0 | Elektroda |
| 0 | 0 | 1 | 1 | 1 | TIG |
| 0 | 1 | 0 | 0 | 0 | CMT |
| 0 | 1 | 0 | 0 | 1 | ConstantWire |
| 0 | 1 | 0 | 1 | 0 | ColdWire |
| 0 | 1 | 0 | 1 | 1 | DynamicWire |
Rozsah hodnot pro procesní bit
Rozsah hodnot pro stav funkce
| Bit 1 | Bit 0 | Popis |
| 0 | 0 | Neaktivní |
| 0 | 1 | Líný |
| 1 | 0 | Hotovo |
| 1 | 1 | Chyba |
Rozsah hodnot pro stav funkce
Dodatečná montáž obrazových vstupních a výstupních signálů
Vstupní signály
Níže uvedené signály jsou dostupné z firmwaru V1.6.0 pro všechny systémy Inside/i.
| Sériové číslo | Označení signálu | Rozsah | Akce |
| E01 | Svařování na | Vysoký | |
| E02 | Robot připraven | Vysoký | |
| E03 | Provozní režim bit 0 | Viz tabulka Rozsah hodnot pro provozní režimy na straně 52 | Vysoký |
| E04 | Provozní režim bit 1 | Vysoký | |
| E05 | Provozní režim bit 2 | Vysoký | |
| E06 | — | ||
| E07 | — | ||
| E08 | — | ||
| E09 | Zkouška plynu | Vysoký | |
| E10 | Drát dopředu | Vysoký | |
| E11 | Drát dozadu | Vysoký | |
| E12 | Chyba při ukončení | Vysoký | |
| E13 | Hledání pozice | Vysoký | |
| E14 | Proplachovací svařovací hořák | Vysoký | |
| E15 | — | ||
| E16 | — | ||
| E17 – E24 | Číslo zakázky | 0 až 99 | |
| E25 – E31 | Číslo programu | 1 až 127 | |
| E32 | Simulace svařování | Vysoký | |
| Pouze v režimu práce (E17 – E32): | |||
| E17 – E31 | Číslo zakázky | 0 až 999 | |
| E32 | Simulace svařování | Vysoký | |
| E33 – E40 | Výstupní nastavená hodnota – Low byte | 0 až 65535
(0 až 100 %) |
|
| E41 – E48 | Výstupní nastavená hodnota – High byte | ||
| E49 – E56 | Korekce délky oblouku, nastavená hodnota Low byte | 0 až 65535 (-30 až +30 %) |
|
| E57–E64 | Korekce délky oblouku, nastavená hodnota High byte | ||
| E65 – E72 | Pulzní nebo dynamická korekce | 0 až 255 (-5 až +5 %) |
|
| E73–E80 | — | ||
| E81 – E88 | — | ||
| E89 – E96 | — | ||
| Sériové číslo | Označení signálu | Rozsah | Akce |
| E97 – E104 | Rychlost svařování – Nízký bajt | 0 až 65535 (0 až 6553.5 cm/min) |
|
| E105 – E112 | Rychlost svařování – vysoká byte | ||
| E113 | SynchroPulse je zapnutý | Vysoký | |
| E114 | — | ||
| E115 | — | ||
| E116 | — | ||
| E117 | Výstup v plném rozsahu (0 až 30 m) | Vysoký | |
| E118 | — | ||
| E119 | — | ||
| E120 | — | ||
| E121 – E128 | — | ||
| E129 – E296 | — |
Rozsah hodnot pro provozní režimy
| Bit 2 | Bit 1 | Bit 0 | Popis |
| 0 | 0 | 0 | MIG/MAG Synergické svařování |
| 0 | 0 | 1 | MIG/MAG Synergické svařování |
| 0 | 1 | 0 | Režim práce |
| 0 | 1 | 1 | Volba interních parametrů |
Výstupní signály
Níže uvedené signály jsou dostupné z firmwaru V1.6.0 pro všechny systémy Inside/i.
| Sekv. žádný | Označení signálu | Rozsah | Akce |
| A01 | Oblouková stabilní | Vysoký | |
| A02 | Limitní signál | Vysoký | |
| A03 | Proces aktivní | Vysoký | |
| A04 | Hlavní proudový signál | Vysoký | |
| A05 | Ochrana proti nárazu svařovacího hořáku | Vysoký | |
| A06 | Zdroj napájení připraven | Vysoký | |
| A07 | Komunikace připravena | Vysoký | |
| A08 | Bit pro přepínání životního cyklu (250 ms) | Vysoký | |
| A09 – A16 | — | ||
| A17 – A24 | — | ||
| A25 | — |
| Sekv. žádný | Označení signálu | Rozsah | Akce |
| A26 | — | ||
| A27 | — | ||
| A28 | Přítomen drát | ||
| A29 | Překročena doba zkratu | Vysoký | |
| A30 | — | ||
| A31 | — | ||
| A32 | Napájení je mimo dosah | Vysoký | |
| A33 – A40 | Welding voltage aktuální hodnota – nízký bajt | 0 až 65535 (0 až 100 V) |
|
| A41 – A48 | Welding voltage aktuální hodnota – Vysoký bajt | ||
| A49 – A56 | Skutečná hodnota svařovacího proudu – Low byte | 0 až 65535 (0 až 1000 A) |
|
| A57 – A64 | Skutečná hodnota svařovacího proudu – High byte | ||
| A65 – A72 | Proud motoru | 0 až 255 (0 až 5 A) |
|
| A73 – A80 | — | ||
| A81 – A88 | — | ||
| A89 – A96 | — | ||
| A97 – A104 | Rychlost drátu – Nízký bajt | 0 až vDmax | |
| A105 – A112 | Rychlost drátu – Vysoká byte | ||
| A113 – A120 | — | ||
| A121 – A128 | — | ||
| A129 – A296 | — |
![]()
 42,0410,1916
42,0410,1916
037-17072024 náhradní díly.fronius.com
náhradní díly.fronius.com
![]() NÁHRADNÍ DÍLY ONLINE
NÁHRADNÍ DÍLY ONLINE
Fronius International GmbH
Společnost Froniusstrafve 1
4643 Pettenbach Rakousko
contact@fronius.com
www.fronius.com
At www.fronius.com/contact najdete kontaktní údaje
všech dceřiných společností Fronius a prodejních a servisních partnerů.
Dokumenty / zdroje
 |
Modul vnitřní sběrnice Fronius RI FB [pdfNávod k obsluze 42, 0410, 1916, RI FB Inside Bus Module, RI FB Inside, Bus Module, Module |