![]() TECHNICKÝ PŘÍRUČKA BASF FORWARD AM
TECHNICKÝ PŘÍRUČKA BASF FORWARD AM
Průvodce obráběním a zpracováním
pro Ultracur3D® RG 3280
RG 3280 Obrábění a zpracování
Tato příručka poskytuje základní informace o parametrech obrábění a doporučeních pro zpracování oceli RG 3280. Průvodce zahrnuje procesy vrtání, frézování, řezání závitů, broušení a omílání pro dosažení optimálních výsledků.
Vyloučení odpovědnosti: Tato doporučení jsou nezávazná a nezbavují kupujícího povinnosti provést zkoušky vhodnosti.
Řezné parametry pro frézování a vrtání – Ultracur3D® RG 3280

| n (ot./min.) | Otáčky za minutu |
| vc [m/min] | Rychlost řezání |
| d [mm] | Průměr řezného nástroje |
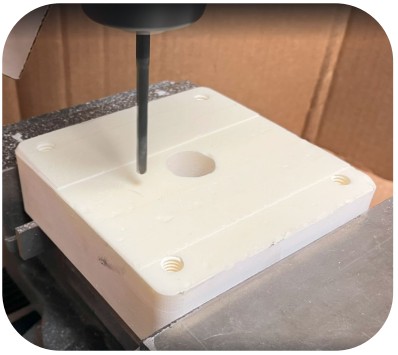
| Vrtání | |||
| Nástroj | n [ot./min.] | vc [m/min] | Komentář |
| Vrtáky HSS D4,2 | 1800 – 2200 | 25 – 30 | Dobrý a snadný postup vrtání. Pouze nízký tlak pro snížení odštípnutí na vstupu a výstupu z otvoru. Otvor vrtejte po malých krocích. Otvory >D5 by mělo být vytištěno a převrtáno |
| Vrtáky HSS D8,5 | 1000 – 1500 | 25 – 40 | |

| vf [mm/min] | rychlost nástroje |
| n | Otáčky za minutu (RPM) |
| fz [mm] | podávání čepele |
| zn | # Čepele řezného nástroje |
Doporučujeme začít pomalu (tučně vyznačené hodnoty v tabulkách) a postupně zvyšovat, dokud s použitým vybavením nedosáhnete dobrých výsledků.
Čerstvě nabroušené nástroje poskytují nejlepší výsledky.
| Frézování | ||||
| Nástroj | n [ot./min.] | vc [m/min] | vf [mm/min] | Komentář |
| D10 HSS fréza s karbidovým povlakem a 4 břity | 1800 – 2500 | 55 – 100 | 200 – 500 | Hloubka řezu 0,5 mm – 1 mm je vhodná pro vyšší posuvy, ~0,2 mm pro pomalejší posuvy, což vede k hladšímu povrchu. Lepší výsledky poskytuje souběžné frézování. |
| Fréza D40 HSS se 6 břity | 1000 – 1500 | 100 – 150 | 100 – 300 | Hloubka řezu 0,5 mm – 1 mm je vhodná pro vyšší posuvy, ~0,2 mm pro pomalejší posuvy, což vede k hladšímu povrchu. Lepší výsledky poskytuje souběžné frézování. |

Další doporučení pro zpracování – Ultracur3D® RG 3280
KLEPNUTÍM

- Pro výrazné zlepšení výsledků použijte řezný olej.
- Ruční řezání závitů je efektivní až do průměru M5. Větší průměry mají tendenci k vylamování.
- V ideálním případě by se nitě měly tisknout přímo a pouze znovu stříhat.
BROUŠENÍ

- Broušení rychle vyrovná drobné nerovnosti.
- Pro dosažení efektivních výsledků lze použít běžný brusný papír jakékoli zrnitosti.
- Rovnoměrný brusný tlak zajišťuje hladký a rovnoměrný povrch.
TUMBLING

- Díly vyrobené z materiálu Ultracur3D® RG 3280 lze vyhladit v lešticím stroji nebo v bubnovém lešticím válci.
- Po 90 minutách při 290 ot./min s brusnými třískami PM10 (střední velikost a drsnost abrazivního média) jsou hrany mírně zaoblené a povrch hladký a homogenní.
Seznam použitého vybavení – Ultracur3D® RG 3280

| Zařízení | Účel |
| Vrtací lis | Používá se pro vrtání otvorů s přesnou kontrolou |
| Sada vrtáků | Různé velikosti používané pro vrtání a závitování |
| Řezný olej | Používá se ke zlepšení kvality řezání závitů |
| Nástroj pro řezání závitů | Používá se pro ruční řezání závitů |
| Bruska | Používá se k broušení povrchů k vyhlazení nerovností |
| Omílací stroj (Otec Eco Maxi) | Používá se k omílání dílů pro dosažení hladkého a homogenního povrchu |
| Broušení třísek (PM10) | Abrazivní médium používané v procesu omílání |
| Obrobený díl | Exampčást obrobená pro testování |
![]()
Dokumenty / zdroje
 |
BASF RG 3280 Obrábění a zpracování [pdfUživatelská příručka RG3280, RG 3280 Obrábění a zpracování, RG 3280, Obrábění a zpracování a zpracování, Zpracování |